

ในงานกลึงหรือกัดโลหะ คุณภาพผิวงานเป็นตัวชี้วัดสำคัญของความแม่นยำและมาตรฐานการผลิต แต่หลายครั้งแม้จะใช้เม็ดมีดคุณภาพดี กลับยังพบปัญหาผิวงานหยาบ มีรอยสั่น หรือไม่เรียบเนียน ซึ่งหนึ่งในสาเหตุที่มักถูกมองข้ามคือ “ด้ามมีด” หรือ Tool Holder นั่นเอง
ด้ามมีดไม่ได้มีหน้าที่แค่ยึดเม็ดมีดเท่านั้น แต่ยังเป็นตัวถ่ายทอดแรงตัดทั้งหมดจากเครื่องจักรไปยังชิ้นงาน หากเกิดความผิดพลาดแม้เพียงเล็กน้อย ก็สามารถส่งผลต่อผิวงานได้อย่างชัดเจน
สาเหตุหลักที่ทำให้ผิวงานหยาบจากด้ามมีด
แม้จะเลือกใช้เม็ดมีดหรือเครื่องมือตัดที่มีคุณภาพสูงแล้ว แต่หาก “ด้ามมีด” ทำงานได้ไม่เต็มประสิทธิภาพ ก็ยังสามารถทำให้ผิวงานออกมาไม่เรียบได้อยู่ดี เพราะด้ามมีดเป็นตัวกลางสำคัญที่ถ่ายทอดแรงตัดและควบคุมความนิ่งของเครื่องมือระหว่างการทำงาน
ปัญหาผิวงานหยาบจึงมักไม่ได้เกิดจากปัจจัยเดียว แต่เป็นผลรวมของหลายองค์ประกอบ เช่น ความแข็งแรงของด้ามมีด การจับยึด ความสมดุลของระบบ และการใช้งานที่ไม่เหมาะสม หากมีจุดใดจุดหนึ่งผิดพลาด ก็อาจส่งผลให้เกิดการสั่นสะเทือน ความคลาดเคลื่อน หรือแรงตัดที่ไม่สม่ำเสมอ ซึ่งสะท้อนออกมาเป็นผิวงานที่ไม่เรียบตามต้องการ
ในหัวข้อต่อไป เราจะมาไล่ดูสาเหตุหลักแต่ละข้อแบบละเอียด เพื่อให้สามารถวิเคราะห์และแก้ไขปัญหาได้ตรงจุดมากยิ่งขึ้น
1. การสั่นสะเทือน (Vibration / Chatter)
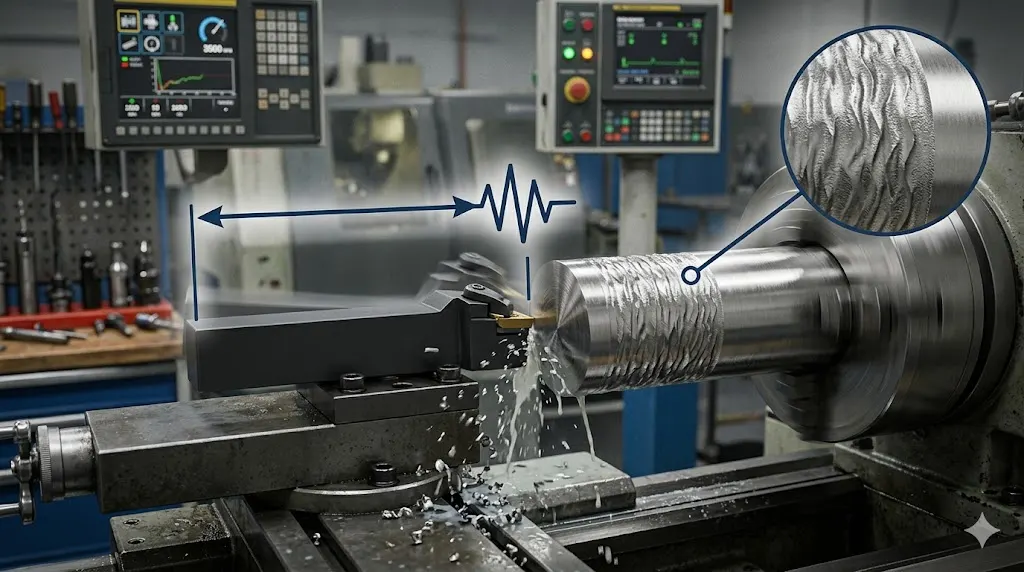
การสั่นสะเทือนถือเป็นสาเหตุอันดับต้น ๆ ที่ทำให้ผิวงานหยาบ แม้จะเป็นการสั่นเพียงเล็กน้อย แต่ในกระบวนการตัดที่มีความเร็วสูง การสั่นจะถูกขยายผลจนเห็นเป็นลายบนผิวชิ้นงานอย่างชัดเจน
เมื่อด้ามมีดมีความแข็งแรงไม่เพียงพอ หรือมีระยะยื่น (Overhang) ยาวเกินไป โครงสร้างจะขาดความนิ่ง ทำให้เกิดการ “เด้ง” ไป-มา ระหว่างที่คมตัดสัมผัสกับชิ้นงาน การสั่นลักษณะนี้จะสร้างรอยเป็นคลื่นต่อเนื่องบนผิว หรือที่เรียกว่า chatter mark ซึ่งไม่เพียงทำให้ผิวงานไม่เรียบ แต่ยังส่งผลต่อความแม่นยำของขนาดอีกด้วย
นอกจากนี้ การสั่นสะเทือนยังอาจเกิดจากปัจจัยอื่นร่วมด้วย เช่น
- ความเร็วรอบ (Spindle Speed) ไม่เหมาะสม
- อัตราป้อน (Feed Rate) สูงหรือต่ำเกินไป
- การยึดจับชิ้นงานไม่แน่น
- เครื่องจักรหรือระบบจับยึดมีความหลวม
ผลกระทบของการสั่นไม่ได้หยุดแค่ผิวงาน แต่ยังรวมถึง:
- อายุการใช้งานของเม็ดมีดลดลง เนื่องจากเกิดแรงกระแทกซ้ำ ๆ
- เสียงดังผิดปกติระหว่างการตัด
- ความร้อนสะสมเพิ่มขึ้น ทำให้คมตัดสึกเร็ว
แนวทางลดการสั่นสะเทือน
- ลดระยะยื่นของด้ามมีดให้สั้นที่สุดเท่าที่งานอนุญาต
- เลือกด้ามมีดที่มีความแข็งแรงหรือมีระบบกันสั่น (Anti-vibration)
- ปรับค่าความเร็วรอบและอัตราป้อนให้เหมาะสมกับวัสดุ
- ตรวจสอบการยึดจับทั้งชิ้นงานและเครื่องมือให้แน่นหนา
- ใช้เครื่องมือที่สมดุลและอยู่ในสภาพพร้อมใช้งาน
การควบคุมการสั่นสะเทือนให้ได้ดี จะช่วยให้ผิวงานเรียบขึ้นอย่างเห็นได้ชัด และยังช่วยยืดอายุการใช้งานของเครื่องมือในระยะยาวอีกด้วย
2. การจับยึดเม็ดมีดไม่แน่น
อีกหนึ่งสาเหตุที่ทำให้ผิวงานหยาบโดยตรงคือ “เม็ดมีดไม่ได้ถูกยึดอย่างมั่นคง” แม้การขยับจะมีเพียงเล็กน้อยระดับไมครอน แต่ในระหว่างการตัดที่มีแรงและความเร็วสูง การเคลื่อนตัวนี้จะส่งผลให้แนวคมตัดไม่นิ่ง และเกิดความผิดพลาดสะสมทันที

ปัญหานี้มักเกิดจากหลายปัจจัยร่วมกัน เช่น
- มีเศษโลหะ ฝุ่น หรือคราบน้ำมันติดอยู่บริเวณฐานรองเม็ดมีด
- ขันสกรูยึดไม่แน่น หรือแรงขันไม่ถึงตามสเปค
- สกรู/แคลมป์ยึดเม็ดมีดเริ่มสึกหรอ
- ฐานรองเม็ดมีด (Seat) มีรอยบิ่นหรือสึก
เมื่อเม็ดมีดไม่แน่นพอ จะเกิดอาการ “ขยับหรือกระดิก” ระหว่างตัด ซึ่งส่งผลให้:
- ผิวงานไม่เรียบ เกิดรอยเป็นช่วง ๆ
- ขนาดชิ้นงานคลาดเคลื่อน โดยเฉพาะงานที่ต้องการความละเอียด
- เกิดเสียงสั่นหรือเสียงกระแทกผิดปกติ
- คมตัดสึกเร็ว หรือแตกหักได้ง่ายขึ้น
ในบางกรณี อาจเกิดปัญหา “ตำแหน่งคมตัดเปลี่ยน” ระหว่างทำงาน ทำให้ผิวงานออกมาไม่สม่ำเสมอทั้งชิ้น
แนวทางป้องกันและแก้ไข
- ทำความสะอาดหน้าสัมผัสทุกครั้งก่อนใส่เม็ดมีด
- ขันสกรูยึดด้วยแรงที่เหมาะสม (Torque ตามที่ผู้ผลิตกำหนด)
- ตรวจสอบสภาพสกรู แคลมป์ และฐานรองเม็ดมีด หากสึกควรเปลี่ยน
- หลีกเลี่ยงการใช้เม็ดมีดซ้ำในตำแหน่งที่ไม่เรียบหรือเสียหาย
- ตรวจสอบความแน่นก่อนเริ่มงานทุกครั้ง
3. ด้ามมีดสึกหรอหรือเสียรูป
ด้ามมีดเป็นโครงสร้างหลักที่รับแรงตัดทั้งหมดจากเครื่องจักรไปยังชิ้นงาน ดังนั้นหากด้ามมีดเกิดการสึกหรอ หรือเสียรูป แม้เพียงเล็กน้อย ก็สามารถส่งผลต่อ “ความนิ่ง” ของการตัดได้ทันที
การสึกหรอมักเกิดจากการใช้งานต่อเนื่องเป็นเวลานาน หรือการรับแรงกระแทกซ้ำ ๆ เช่น การตัดงานหนัก การตั้งค่าที่ไม่เหมาะสม หรือแม้แต่การชนชิ้นงานโดยไม่ตั้งใจ ส่วนการเสียรูป เช่น การบิดงอ อาจเกิดจากอุบัติเหตุหรือการใช้งานเกินพิกัดของด้ามมีด

เมื่อโครงสร้างของด้ามมีดไม่สมบูรณ์ จะเกิดปัญหาตามมา เช่น
- แนวคมตัดไม่อยู่ในตำแหน่งที่ถูกต้อง (Offset เพี้ยน)
- เกิดการสั่นสะเทือนระหว่างตัด แม้ตั้งค่าถูกต้องแล้ว
- ผิวงานออกมาไม่เรียบ มีรอยไม่สม่ำเสมอ
- ขนาดชิ้นงานคลาดเคลื่อน โดยเฉพาะงานละเอียด
ในบางกรณี ฐานรองเม็ดมีดอาจสึกหรือบิ่น ทำให้เม็ดมีดวางไม่แนบสนิท ส่งผลให้แรงตัดถ่ายเทได้ไม่เต็มที่ และเกิดการ “โยก” เล็ก ๆ ระหว่างการใช้งาน ซึ่งเป็นสาเหตุหนึ่งของผิวงานหยาบโดยตรง
แนวทางตรวจสอบและป้องกัน
- ตรวจสอบสภาพด้ามมีดเป็นประจำ โดยเฉพาะจุดยึดเม็ดมีดและฐานรอง
- หากพบรอยสึก บิ่น หรือบิดงอ ควรเปลี่ยนทันที ไม่ควรฝืนใช้งาน
- หลีกเลี่ยงการใช้งานเกินพิกัด เช่น การกัดลึกเกินไป หรือใช้แรงตัดสูงเกิน
- จัดเก็บด้ามมีดอย่างเหมาะสม เพื่อลดความเสียหายจากการกระแทก
- ใช้อุปกรณ์ขันที่เหมาะสม เพื่อไม่ให้เกิดความเสียหายกับตัวด้ามมีด
4. ความไม่สมดุลของระบบจับยึด (Runout)
อีกหนึ่งสาเหตุสำคัญที่ทำให้ผิวงานไม่เรียบคือ “ความไม่สมดุลของระบบจับยึด” ไม่ว่าจะเป็นการติดตั้งด้ามมีดไม่ตรงศูนย์ หรือความคลาดเคลื่อนในชุดจับยึดทั้งหมด เช่น หัวจับ แกนหมุน หรืออุปกรณ์ต่อพ่วงต่าง ๆ
เมื่อเกิด Runout (การหมุนไม่ตรงศูนย์) คมตัดจะไม่ได้สัมผัสชิ้นงานอย่างสม่ำเสมอ แต่จะมีบางจังหวะที่กินลึก และบางจังหวะที่กินตื้น ส่งผลให้ผิวงานออกมาเป็นลาย หรือมีความหยาบไม่เท่ากันตลอดทั้งชิ้น

ลักษณะอาการที่พบได้
- ผิวงานเป็นลายเส้นหรือวง ไม่เรียบเนียน
- ขนาดชิ้นงานไม่คงที่ โดยเฉพาะงานที่ต้องการความกลม
- รูเจาะมีขนาดใหญ่กว่าที่ควร หรือไม่กลมสมบูรณ์
- เครื่องมือสึกหรอไม่เท่ากัน (สึกด้านเดียวมากกว่าอีกด้าน)
สาเหตุของ Runout ที่พบบ่อย
- ด้ามมีดหรืออุปกรณ์จับยึดติดตั้งไม่แน่น หรือไม่ตรงตำแหน่ง
- หัวจับหรือแกนหมุน (Spindle) มีความคลาดเคลื่อน
- อุปกรณ์จับยึด เช่น Collet หรือ Arbor มีการสึกหรอ
- มีเศษสิ่งสกปรกติดอยู่ที่ผิวสัมผัส ทำให้ประกอบไม่สนิท
- ใช้อุปกรณ์ที่ไม่ได้มาตรฐาน หรือคุณภาพไม่สม่ำเสมอ
ผลกระทบที่มากกว่าผิวงาน
Runout ไม่ได้ส่งผลแค่ความสวยงามของผิวงาน แต่ยังทำให้:
- อายุการใช้งานของเครื่องมือลดลง เพราะรับแรงไม่สมดุล
- เกิดแรงสั่นสะเทือนสะสมในระบบ
- เพิ่มโอกาสที่เครื่องมือจะเสียหายหรือหัก
- ความแม่นยำของงานโดยรวมลดลง
แนวทางแก้ไขและป้องกัน
- ตรวจสอบการติดตั้งด้ามมีดให้ตรงศูนย์ทุกครั้ง
- ทำความสะอาดผิวสัมผัสก่อนประกอบอุปกรณ์
- ใช้อุปกรณ์จับยึดที่มีคุณภาพและได้มาตรฐาน
- ตรวจสอบ Runout ด้วยเครื่องมือวัด เช่น Dial Gauge
- เปลี่ยนอุปกรณ์ที่สึกหรอ เช่น Collet หรือหัวจับ เมื่อถึงเวลา
5. เลือกประเภทด้ามมีดไม่เหมาะกับงาน
ด้ามมีดแต่ละประเภทถูกออกแบบมาให้รองรับ “ลักษณะงานเฉพาะ” ทั้งในด้านมุมคมตัด ความแข็งแรง โครงสร้าง และการควบคุมแรงตัด เช่น งานหยาบ (Roughing) ที่เน้นกินลึก ทนแรงกระแทก กับงานละเอียด (Finishing) ที่เน้นผิวเรียบและความแม่นยำสูง
หากเลือกใช้ด้ามมีดไม่เหมาะสมกับลักษณะงาน เช่น นำด้ามมีดสำหรับงานหนักมาใช้กับงานเก็บผิวละเอียด อาจทำให้ควบคุมแนวตัดได้ยาก เกิดแรงตัดที่ไม่สม่ำเสมอ และส่งผลให้ผิวงานไม่เรียบตามต้องการ

ปัญหาที่มักเกิดเมื่อเลือกด้ามมีดไม่เหมาะ
- ผิวงานไม่เรียบ / มีรอย
ด้ามมีดงานหยาบมักมีโครงสร้างแข็งและมุมคมตัดที่เน้นความทนทานมากกว่าความละเอียด ทำให้ผิวงานที่ได้ไม่เนียน - ควบคุมแรงตัดยาก
มุมและรูปทรงของด้ามมีดไม่เหมาะกับลักษณะการตัด ทำให้เกิดแรงกระแทกหรือแรงสั่นสะเทือนได้ง่าย - ความแม่นยำลดลง
งาน Finishing ต้องการความนิ่งและความละเอียดสูง หากใช้ด้ามมีดไม่ตรงประเภท จะทำให้ขนาดคลาดเคลื่อนได้ - เครื่องมือสึกหรอเร็วขึ้น
การใช้งานไม่เหมาะสมทำให้เม็ดมีดรับแรงเกินความจำเป็น ส่งผลให้อายุการใช้งานสั้นลง
ตัวอย่างการเลือกใช้งาน
- งานหยาบ (Roughing):
ควรใช้ด้ามมีดที่แข็งแรง รองรับแรงตัดสูง มุมคมตัดเน้นความทนทาน - งานละเอียด (Finishing):
ควรใช้ด้ามมีดที่ออกแบบให้มีความนิ่งสูง มุมคมตัดช่วยให้ผิวเรียบ ลดแรงสั่น - งานรูใน / งานลึก:
ควรใช้ด้ามมีดที่มีระบบลดการสั่น (Anti-vibration) เพื่อป้องกัน chatter
แนวทางเลือกให้เหมาะสม
- เลือกด้ามมีดให้ตรงกับประเภทงาน (หยาบ / ละเอียด / งานเฉพาะทาง)
- พิจารณามุมคมตัดและรูปทรงของด้ามมีดให้เหมาะกับวัสดุ
- ใช้ด้ามมีดที่มีคุณสมบัติลดแรงสั่นสำหรับงานที่ต้องการความละเอียด
- ปรึกษาสเปคจากผู้ผลิต เพื่อให้เลือกได้ตรงกับการใช้งานจริง
แนวทางการแก้ไขและป้องกัน
- เลือกด้ามมีดที่มีความแข็งแรงสูง และเหมาะกับลักษณะงาน
- ลดระยะยื่นของด้ามมีดให้สั้นที่สุดเท่าที่ทำได้
- ตรวจสอบและขันยึดเม็ดมีดให้แน่นทุกครั้งก่อนใช้งาน
- ทำความสะอาดจุดสัมผัสระหว่างเม็ดมีดและด้ามมีด
- ตรวจสอบสภาพด้ามมีดสม่ำเสมอ หากพบการสึกหรอควรเปลี่ยนทันที
- ตั้งค่าความเร็วรอบและอัตราป้อนให้เหมาะสม เพื่อลดการสั่นสะเทือน
สรุปบทความ
ปัญหาผิวงานหยาบเป็นผลมาจากหลายปัจจัย ไม่ได้ขึ้นอยู่กับคุณภาพของเม็ดมีดเพียงอย่างเดียว แต่ “ด้ามมีด” และระบบจับยึดมีบทบาทสำคัญอย่างมากต่อความนิ่ง เสถียรภาพ และความแม่นยำของกระบวนการตัด
ไม่ว่าจะเป็นเรื่องการสั่นสะเทือน การยึดเม็ดมีด ความสึกหรอของด้ามมีด หรือความไม่สมดุลของระบบ ล้วนส่งผลโดยตรงต่อผิวงาน หากสามารถตรวจสอบและควบคุมองค์ประกอบเหล่านี้ได้อย่างถูกต้อง จะช่วยให้การตัดมีประสิทธิภาพมากขึ้น
ผลลัพธ์ที่ได้คือ ผิวงานเรียบสม่ำเสมอ ลดของเสีย ลดต้นทุนแฝง และยืดอายุการใช้งานของเครื่องมือในระยะยาว ซึ่งถือเป็นหัวใจสำคัญของงานผลิตที่ต้องการทั้งคุณภาพและความคุ้มค่าในทุกชิ้นงาน