

การต๊าปเกลียวเป็นงานพื้นฐานแต่สำคัญ ถ้าทำไม่ถูกวิธีจะได้เกลียวไม่เรียบ ต๊าปติดหรือหัก ทำให้เสียงานและเวลา บทความนี้สอนตั้งแต่การเลือกดอก การเตรียมรูนำ ข้อควรระวัง เทคนิคการต๊าปทั้งแบบมือและแบบเครื่อง จนถึงการตรวจสอบคุณภาพเกลียว แบบใช้งานได้จริง เข้าใจง่าย และนำไปใช้ได้ทันที
วัสดุและอุปกรณ์ที่ควรเตรียม
1.ชุดดอกต๊าป (Tap Set)
ประกอบด้วยหลายประเภทของดอกต๊าป การเลือกใช้ดอกให้ถูกประเภทตามลักษณะรูและวัสดุชิ้นงานจะช่วยลดโอกาสดอกหักและได้เกลียวเรียบ
- Taper tap – ปลายเรียว ค่อย ๆ เริ่มฟัน เหมาะกับการเริ่มต๊าปรูตันหรือรูใหม่
- Plug tap (second tap) – ใช้สำหรับรูทั่วไป ให้เกลียวเร็วและเรียบ
- Bottoming tap – สำหรับรูตัน เพื่อให้เกลียวสุดลึกถึงก้นรู

2. ประแจต๊าป (Tap Wrench)
- ใช้จับและหมุนดอกต๊าปแบบมือ มี 2 ประเภท อาทิ
- T-handle tap wrench – ใช้งานง่ายสำหรับรูขนาดเล็ก–กลาง
- Adjustable tap wrench – ใช้กับดอกหลายขนาด

- สำหรับเครื่อง CNC หรือเครื่องเจาะหรือเครื่องต๊าปไฟฟ้า
- ใช้ tap holder แบบ rigid หรือ floating เพื่อให้ดอกหมุนและขยับตามแนวแกน ลดโอกาสดอกหัก

3. สว่าน / ดอกสว่าน / เครื่องต๊าป
- ใช้ เจาะรูนำ (pilot hole) ก่อนต๊าป
- ขนาดดอกสว่านต้องสัมพันธ์กับขนาดเกลียว

- หากใช้เครื่องเจาะ/CNC
- ต้องตั้งสว่านให้ตรงและความเร็วเหมาะสม
- การใช้ เครื่องต๊าปอัตโนมัติ ช่วยประหยัดเวลาและได้เกลียวเรียบ
4. ของเหลวหล่อลื่น (Cutting/Tapping Oil)
- ลดแรงเสียดทาน ทำให้เกลียวเรียบและยืดอายุดอกต๊าป
- เลือกน้ำมันตามวัสดุ
- เหล็กคาร์บอน / เหล็กทั่วไป → น้ำมันต๊าปหรือ soluble oil
- สแตนเลส → น้ำมันต๊าปชนิดพิเศษ, ความเร็วลด, ถอยบ่อย ๆ
- อลูมิเนียม / ทองเหลือง → น้ำมันเบาหรือตามคำแนะนำผู้ผลิต

5. ดอกลบคม (Deburring Tool)
- ใช้ลบคมรูปากก่อนและหลังการต๊าป
- ป้องกันดอกต๊าปติดหรือเริ่มต๊าปไม่ตรง

6. เครื่องมือตรวจสอบเกลียว (Thread Gauge / Bolt)
- Thread plug gauge (รูภายใน) หรือ Thread ring gauge (รูภายนอก)
- ใช้ตรวจ GO/NO-GO, ความเรียบของเกลียว, ความลึก
- สามารถทดสอบด้วย bolt/screw ที่เหมาะสม เพื่อความมั่นใจ
7. อุปกรณ์เสริมอื่น ๆ
- เครื่องมือจับยึด (Vise, Fixture, Clamp) — ชิ้นงานต้องแน่นและตั้งฉาก
- แว่นตานิรภัย, ถุงมือ — ป้องกันเศษโลหะกระเด็น
- แปรงลวด / ลมอัด — ทำความสะอาดเศษเหล็กจากรูเกลียว
เลือกดอกต๊าปให้ถูกกับงาน
- ประเภทตามฟัน
- Taper tap (ปลายค่อย ๆ เริ่มฟัน) — เหมาะเริ่มต๊าปรูลึกจากผิว หรือเป็นรูผ่านครั้งแรก
- Plug (second) tap — ใช้ทำงานทั่วไป ให้ความคมและความเร็วดีกว่า taper สำหรับรูผ่าน
- Bottoming tap — สำหรับรูตัน (blind hole) เพื่อให้เกลียวเต็มสุดท้าย

- ประเภทตามการขึ้นเกลียว
- Cutting taps (ฟันตัด) — ใช้ทั่วไปกับวัสดุแข็งหรือผิวหลวม
- Forming (roll) taps — ไม่ตัดชิ้นงานแต่ไหลเลื้อยขึ้นรูปเกลียว เหมาะกับวัสดุเหนียว (เช่น ทองเหลือง อลูมิเนียมบางชนิด) และให้ความแข็งแรงของเกลียวสูง แต่ต้องรูนำถูกต้องและต้องใช้แรงมากกว่า
- วัสดุของดอกต๊าป: HSS สำหรับงานทั่วไป, HSS-Co สำหรับสแตนเลส หรือเคลือบ TiN/TiCN เพื่อยืดอายุในงานลื่น/ร้อน
ขนาดรูนำ (Pilot / Tap drill) — สูตรและตารางอ้างอิง
กฎง่าย ๆ: ขนาดรูนำ ≈ (เส้นผ่านศูนย์กลางเกลียว) − (Pitch)
(สำหรับเกลียวเมตริก ISO coarse) — ให้ใช้ค่าพื้นฐานนี้แล้วเลือกดอกสว่านที่ใกล้เคียงในชุดของคุณ
| เกลียว (Metric) | Pitch (mm) | ขนาดรูนำเชิงทฤษฎี (mm) = D − P | ขนาดสว่านที่แนะนำ (ปัดเป็นขนาดมาตรฐานใกล้เคียง) |
|---|---|---|---|
| M3 × 0.5 | 0.5 | 2.50 | 2.5 |
| M4 × 0.7 | 0.7 | 3.30 | 3.3 |
| M5 × 0.8 | 0.8 | 4.20 | 4.2 |
| M6 × 1.0 | 1.0 | 5.00 | 5.0 |
| M8 × 1.25 | 1.25 | 6.75 | 6.8 หรือ 7.0 |
| M10 × 1.5 | 1.5 | 8.50 | 8.5 |
| M12 × 1.75 | 1.75 | 10.25 | 10.2 หรือ 10.25 (ถ้ามี) |
หมายเหตุ: ถ้าเป็นเกลียวละเอียด (fine pitch) ให้ใช้สูตรเดียวกันแต่ใช้ค่า pitch ตามที่กำหนดสำหรับขนาดนั้น ๆ — สำหรับ thread table ที่แม่นยำ ให้ใช้ตารางจากผู้ผลิตหรือมาตรฐาน ISO/ANSI
ขั้นตอนการต๊าป (แบบมือ) — ทีละขั้นพร้อมเทคนิค
1.ทำมาร์คและศูนย์เจาะ — ใช้ center punch ทำตำแหน่งก่อนเพื่อให้ดอกสว่านไม่ลื่น

2.เจาะรูนำให้เที่ยงตรง — ใช้สว่านตั้งฉากกับผิว ถ้ามีสว่านแท่นจะง่ายกว่า

3.ลบคมรูสั้น ๆ — ลบคมปากรูด้วย deburring tool เพื่อให้ดอกต๊าปเริ่มเข้าได้ดี

4.เลือกดอกต๊าปเริ่มต้น — ถ้าเป็นรูผ่านเริ่มด้วย plug tap จะเร็วกว่า; ถ้าเป็นรูตันให้เริ่มด้วย taper tap เพื่อให้เข้าได้ง่าย

5.ใช้น้ำมันหล่อลื่น — หยดหรือทาให้ทั่วก่อนและระหว่างต๊าป
6.วางดอกให้ตั้งฉาก — จับประแจต๊าปให้อยู่แนวตั้งตรง แล้วเริ่มหมุนไปข้างหน้า 2–3 ครึ่งรอบ
7.ถอยหลังสั้น ๆ เพื่อหักชิพ — ทุก ๆ 1–2 รอบ ให้หมุนถอยหลังประมาณ ½–1 รอบ เพื่อหักเศษชิพและป้องกันการติด
8.ทำจนสุดความลึกที่ต้องการ — ถ้ารูตันใช้ bottoming tap จนสุด ถ้ารูผ่านต๊าปจนผ่านอีกด้านได้
9.ทำความสะอาดชิ้นงาน — ใช้แปรงหรือลมอัด (ระวังชิ้นเล็ก ๆ กระเด็น) และตรวจด้วย bolt/ชิ้นที่เหมาะสม
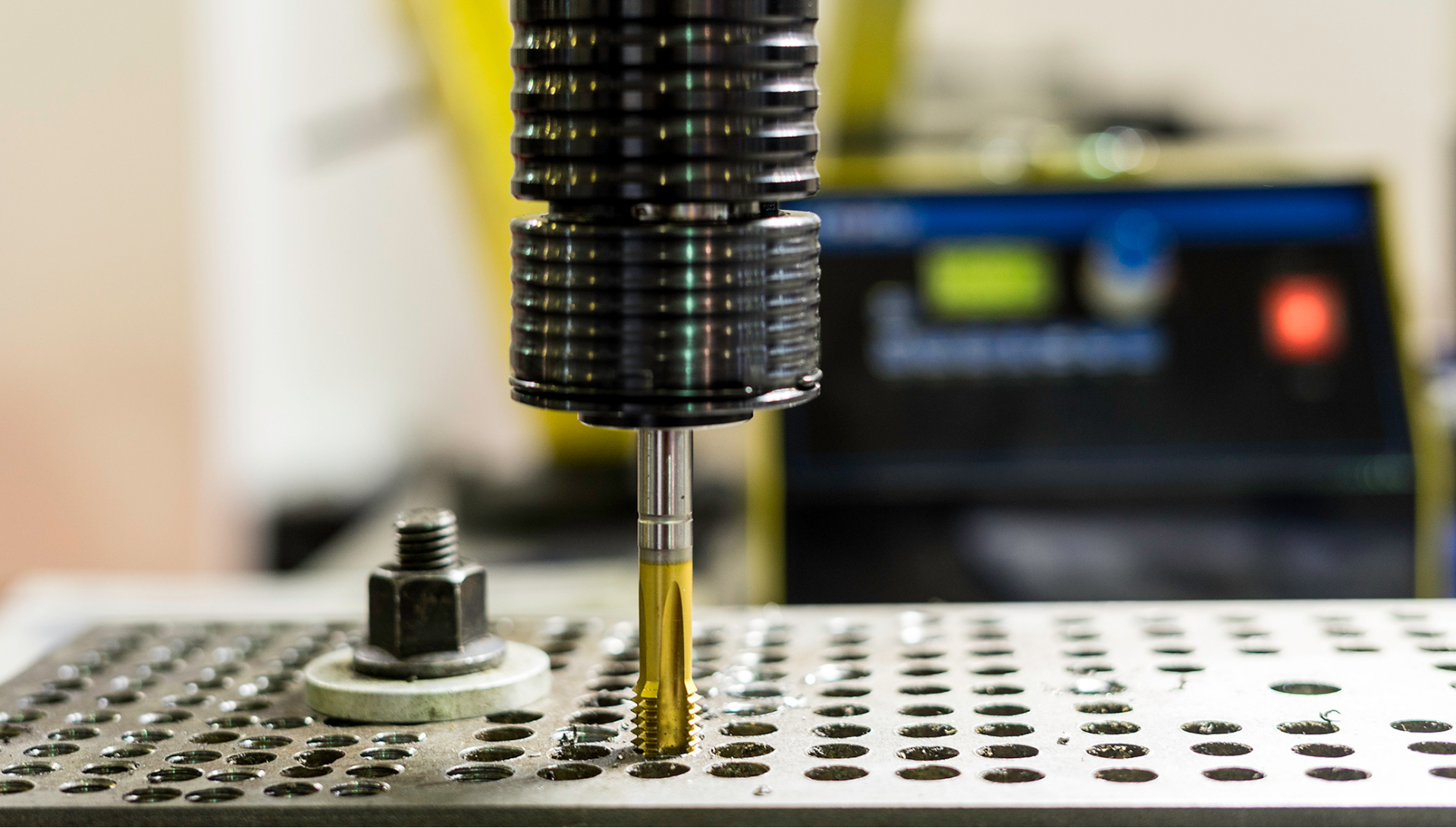
เทคนิคการต๊าปด้วยเครื่อง (CNC / Machine tapping)
- ใช้หัวจับแบบ rigid tapping หรือ floating tap holder เพื่อชดเชยการไม่ตรงแกนและลดแรงบิดกระชาก
- ใช้การป้อนที่สอดคล้องกับเกลียว (synchronized feed) — ถ้าเครื่อง CNC สามารถทำ rigid tapping ให้ตั้ง feed rate ให้เท่ากับ pitch ต่อรอบ
- หล่อลื่นและคายชิพเป็นจังหวะ — การทำ “peck tapping” (ดันเข้าเล็กน้อย ถอยเพื่อคายชิพ แล้วดันต่อ) ช่วยมากสำหรับชิ้นงานที่มีเศษชิพยึดติดหรือรูตัน
- อย่าใช้ความเร็วสูงเกินไป — ปรึกษาตารางความเร็ว/สเปคของดอกต๊าปและเครื่องจักร

การเลือกของเหลวหล่อลื่น (cutting fluid)
- เหล็กคาร์บอน/เหล็กทั่วไป: ใช้น้ำมันต๊าป (tapping oil) หรือ soluble oil
- สแตนเลส: ใช้น้ำมันชนิดพิเศษและลดความเร็ว/เพิ่มการถอยเพื่อหักชิพบ่อย ๆ
- อลูมิเนียม/ทองเหลือง: ใช้น้ำมันเบา หรือในบางกรณีไม่ต้องใช้ (แต่หล่อลื่นมักช่วยให้ผิวเกลียวดีขึ้น)
- สำหรับ forming taps อย่าขาดหล่อลื่นเด็ดขาด เพราะแรงขึ้นรูปสูง

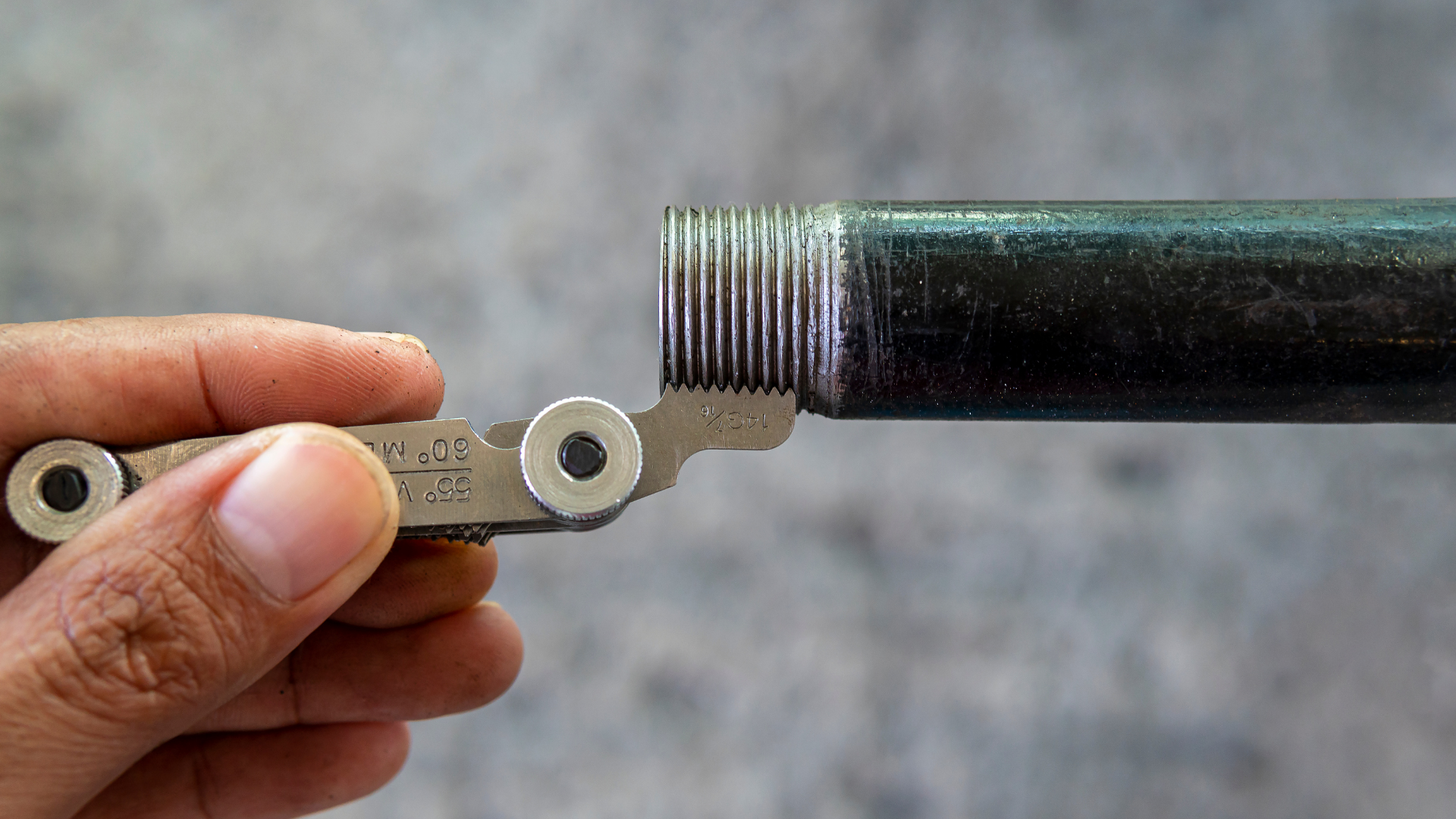
การตรวจสอบคุณภาพเกลียว
- ใช้ bolt/สกรูทดลอง — ใส่สกรูจริงเพื่อตรวจการสวมเข้าและความแน่น
- ใช้ thread plug gauge (สำหรับรูภายใน) หรือ thread ring gauge (สำหรับรูภายนอก) — ตรวจ GO/NO-GO
- ตรวจดู ผิวเกลียว ว่าเรียบ ไม่มีเศษจับ และขนาด/ความลึกตรงตามต้องการ
ปัญหาที่พบบ่อยและการแก้ไข
- ดอกต๊าปติดหรือหัก: หยุด หมุนถอยหลังเล็กน้อย ใส่ penetrating oil รอ แล้วใช้วิธีคลายด้วยเครื่องมือเฉพาะ (tap extractor) หรือสว่านซ้ายมือ (left-hand drill) เพื่อสกัดชิ้นส่วนออก — หากงานสำคัญ ให้ส่งช่างผู้ชำนาญ
- เกลียวไม่ตรง/เอียง: สาเหตุจากการจับชิ้นงานไม่แน่น หรือเริ่มต๊าปไม่ตั้งฉาก — รีเซ็ตใหม่และฝึกการตั้งฉาก
- เกลียวหยาบ/ขรุขระ: อาจเพราะดอกทื่อ, ขาดหล่อลื่น, ความเร็วสูงเกินไป — เปลี่ยนดอก, เพิ่มการหล่อลื่น และลดความเร็ว

เคล็ดลับระดับโปร (Pro tips)
- ใช้ spiral flute taps สำหรับ blind holes เพื่อดึงชิพออกมา (ลดการอุดตัน)
- ใช้ spiral point (gun) taps สำหรับ through holes เพื่อผลผลิตสูงและการคายชิพที่ดี
- ถ้าต้องต๊าปจำนวนมาก ให้ใช้ tap holder ที่มีสปริง หรือระบบ tapping ที่ทำให้ชุดต๊าปเคลื่อนส่วนเล็ก ๆ เพื่อกันการกระชาก
- เก็บดอกต๊าปในกล่องแยกตามขนาดและทำเครื่องหมายสภาพการใช้งาน (ใหม่/ใช้แล้ว/ทื่อ)

สรุปเช็คลิสต์ก่อนเริ่มงาน
- ตรวจสอบขนาดและ pitch ของเกลียวที่ต้องการ
- คำนวณรูนำ = D − pitch แล้วเลือกดอกสว่านใกล้เคียง
- จับยึดชิ้นงานแน่นและตั้งฉาก
- เลือกดอกต๊าป (taper/plug/bottoming) ให้เหมาะกับประเภทรู
- ใช้น้ำมันหล่อลื่นที่เหมาะสมและถอยสั้น ๆ เพื่อหักชิพเป็นจังหวะ
- ตรวจสอบเกลียวด้วย bolt หรือ gauge
- เก็บรักษาดอกต๊าปให้สะอาดและแยกขนาด
ดูสินค้าดอกต๊าป, เครื่องต๊าปไฟฟ้า ที่ KULSUB จัดจำหน่ายได้ที่นี่ สินค้าของเรา
กำลังมองหา อุปกรณ์เครื่องมือช่างและอุตสาหกรรม คุณภาพสูง ไม่ว่าจะเป็นเครื่องมือตัดหรืออุปกรณ์เสริมต่าง ๆ เช่น ครีมเพชร ดอกเจาะกระจก ดอกเจียร์คาร์ไบด์ ตะไบ ตะไบเพชร ตะไบเหล็ก ล้อเพชร ลูกขัดกระดาษทราย ลูกขัดเพชร ลูกขัดสักหลาด ลูกยางเจียร หิน CBN หินขัด เครื่องเจียรตะไบ เพชรแต่งหิน เครื่องเจียรลม รวมถึงเอ็นมิลคาร์ไบด์ 2 ฟัน และ 4 ฟัน
ติดต่อเราได้ที่ โทร. 092-252-7567, 063-148-9962
หรือแอดไลน์ @kulsub เพื่อสอบถามข้อมูลและสั่งซื้อได้ตลอด 24 ชั่วโมง