

ความแตกต่างระหว่าง Collet แต่ละประเภท จำเป็นต้องปูพื้นฐานทางวิศวกรรมเกี่ยวกับกลศาสตร์การจับยึด (Clamping Mechanics) เสียก่อน Collet ไม่ใช่เพียงปลอกเหล็กธรรมดา แต่คืออุปกรณ์ที่มีคุณสมบัติเป็น “สปริง” (Spring Element) ที่ต้องทำงานภายใต้แรงกดดันมหาศาลและความเร็วรอบที่สูงลิ่ว

หน้าที่ของ Collet
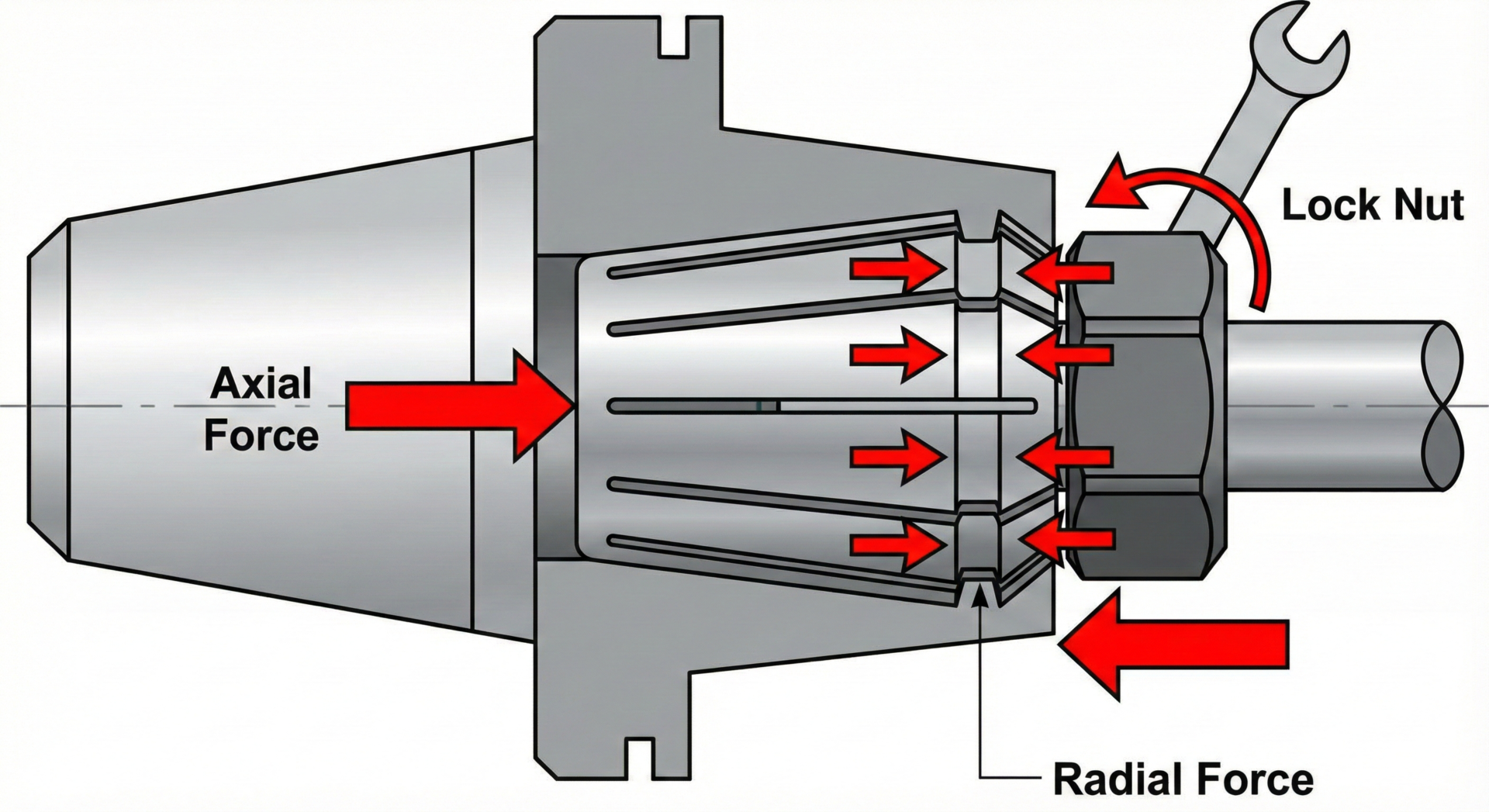
Collet คืออุปกรณ์ทรงกระบอกที่มีการผ่าร่อง (Slots) เพื่อสร้างความยืดหยุ่น ทำหน้าที่เปลี่ยน แรงในแนวแกน (Axial Force) ที่เกิดจากการขันน็อตล็อก (Lock Nut) หรือแรงดึงของ Drawbar ให้กลายเป็น แรงบีบในแนวรัศมี (Radial Force) เพื่อยึดก้านเครื่องมือตัดให้แน่น
หน้าที่หลัก 3 ประการของ Collet ที่ดีคือ:
- การรวมศูนย์ (Concentricity): ต้องสามารถจัดกึ่งกลางของเครื่องมือตัดให้อยู่ในแนวแกนเดียวกับสปินเดิลได้อย่างแม่นยำที่สุด เพื่อลดค่า Runout.
- แรงจับยึด (Gripping Power): ต้องมีแรงบีบที่เพียงพอเพื่อต้านทานแรงบิด (Torque) และแรงดึง (Pull-out Force) จากการตัดเฉือน โดยไม่ทำให้ทูลหมุนฟรีหรือหลุดออกมา.
- ความสมดุล (Balance): ต้องมีการกระจายมวลที่สม่ำเสมอ เพื่อไม่ให้เกิดแรงเหวี่ยงหนีศูนย์ (Centrifugal Force) ที่จะก่อให้เกิดการสั่นสะเทือนที่รอบสูง.
ความสับสนในนิยาม “Collet แบบ R”
ในตลาดเครื่องมืออุตสาหกรรม โดยเฉพาะในประเทศไทย คำว่า “แบบ R” เป็นคำที่กำกวมและมักนำไปสู่การซื้อผิดประเภท จากการรวบรวมข้อมูลพบว่า “R” สามารถหมายถึง:
- R8 Collet: เป็นมาตรฐานเฉพาะของเครื่องกัด Manual ยี่ห้อ Bridgeport หรือเครื่องไต้หวัน/จีนที่ลอกแบบมา ลักษณะเด่นคือไม่มีหัวจับแยก ตัว Collet จะใส่เข้าไปในสปินเดิลโดยตรง.
- OZ / EOC Collet: บ่อยครั้งที่ช่างเทคนิคเรียก Collet ตระกูล Ortlieb (OZ) ว่า “Collet R” ตามรหัสรุ่นเก่า หรือความเข้าใจผิดที่สืบต่อกันมา ซึ่งระบบนี้มีมาตรฐานคือ DIN 6388 เป็นคู่แข่งโดยตรงของ ER ในอดีต.
การแยกแยะความแตกต่างนี้เป็นหัวใจสำคัญของรายงานฉบับนี้ ซึ่งเราจะเจาะลึกในบทถัดๆ ไป
เจาะลึกระบบ ER Collet – มาตรฐานโลกแห่งความยืดหยุ่น (DIN 6499)
ระบบ ER (Elastic Region) ถือเป็นนวัตกรรมที่เปลี่ยนโฉมหน้าวงการ Tool Holding พัฒนาโดยบริษัท Rego-Fix จากสวิตเซอร์แลนด์ในปี 1973 และต่อมาได้กลายเป็นมาตรฐาน DIN 6499 (เยอรมนี) และ ISO 15488 (สากล)
วิศวกรรมการออกแบบและโครงสร้าง
จุดเด่นที่ทำให้ ER แตกต่างจากระบบอื่นคือการออกแบบ “Double Angle Slots” หรือร่องผ่าที่สลับฟันปลาจากทั้งด้านหน้าและด้านหลัง ทำให้เกิดคุณสมบัติความยืดหยุ่น (Elasticity) ที่สูงมาก
- ช่วงการยุบตัว (Collapse Range): ER Collet สามารถยุบตัวได้มากถึง 0.5 มม. ถึง 1.0 มม. (และสูงสุด 2.0 มม. ในรุ่นใหญ่เช่น ER40/ER50) ต่อหนึ่งขนาด ซึ่งหมายความว่า Collet เบอร์เดียวสามารถจับก้านทูลได้หลายขนาดในช่วงนั้นๆ ต่างจากระบบอื่นที่ต้องใช้ขนาดเฉพาะเจาะจง.
- มุมเทเปอร์ 8 องศา (8° Taper Angle): ER ใช้มุมเทเปอร์ด้านละ 8 องศา (มุมรวม 16 องศา) ซึ่งเป็นการออกแบบที่ประนีประนอมระหว่าง “แรงจับยึด” และ “การคลายตัว” (Self-releasing) มุมนี้ช่วยให้ Collet ไม่ติดขัดในหัวจับเมื่อคลายล็อกน็อต ต่างจาก Morse Taper ที่มักจะล็อคตาย.
มาตรฐานความแม่นยำและค่า Runout
ความแม่นยำของ ER Collet ถูกกำกับโดยมาตรฐาน DIN 6499 ซึ่งแบ่งออกเป็นสองระดับหลักคือ Standard Precision และ Ultra/High Precision ข้อมูลจากเอกสารอ้างอิงระบุค่าความเยื้องศูนย์สูงสุด (Max T.I.R.) ดังนี้ :
ตารางที่ 1: มาตรฐานความแม่นยำ ER Collet (DIN 6499)
| ช่วงขนาดการจับ (Clamping Range) | ความยาวทดสอบ L (mm) | Standard Class (Max Runout) | Ultra-Precision Class (Max Runout) |
| 1.0 – 1.6 mm | 6.0 | 0.015 mm (15 µm) | 0.008 mm (8 µm) |
| 1.6 – 3.0 mm | 10.0 | 0.015 mm (15 µm) | 0.008 mm (8 µm) |
| 3.0 – 6.0 mm | 16.0 | 0.015 mm (15 µm) | 0.008 mm (8 µm) |
| 6.0 – 10.0 mm | 25.0 | 0.015 mm (15 µm) | 0.008 mm (8 µm) |
| 10.0 – 18.0 mm | 40.0 | 0.020 mm (20 µm) | 0.010 mm (10 µm) |
| 18.0 – 26.0 mm | 50.0 | 0.020 mm (20 µm) | 0.010 mm (10 µm) |
| 26.0 – 34.0 mm | 60.0 | 0.025 mm (25 µm) | 0.015 mm (15 µm) |
การประกอบและการใช้งานที่ถูกต้อง
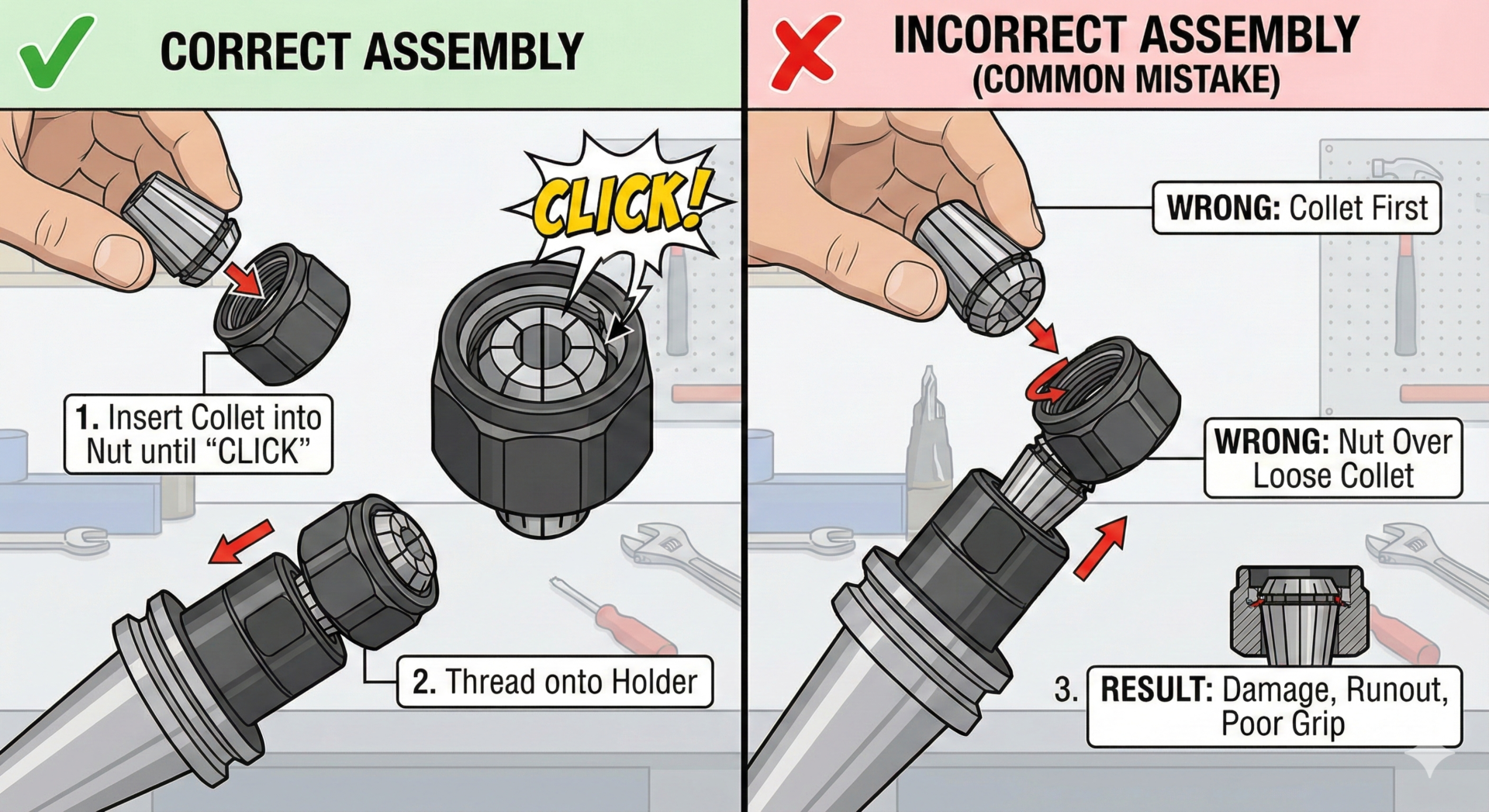
ข้อผิดพลาดที่พบบ่อยที่สุดในการใช้งาน ER คือ “ลำดับการประกอบ” ซึ่งส่งผลเสียหายต่อระบบอย่างรุนแรง
- กฎการประกอบ: ต้องใส่ Collet เข้าไปในน็อต (Nut) จนเกิดเสียงดัง “คลิก” (Snap) เพื่อให้ขอบของ Collet เข้าไปอยู่ในวงแหวนเยื้องศูนย์ (Eccentric Ring) ของน็อต ก่อน ที่จะนำไปขันเข้ากับ Holder เสมอ.
- ผลกระทบของการทำผิด: หากใส่ Collet ลงใน Holder ก่อนแล้วขันน็อตตามลงไป วงแหวนเยื้องศูนย์จะไปกดทับหน้า Collet อย่างผิดตำแหน่ง ทำให้ Collet บิดเบี้ยว (Deform), ค่า Runout สูงขึ้นมหาศาล, และอาจทำให้ Collet ถอดไม่ออกในภายหลัง.
เจาะลึกระบบ R8 Collet – ตำนานแห่ง Manual Milling
ระบบ R8 ไม่ใช่คู่แข่งโดยตรงของ ER ในแง่ของเทคโนโลยี แต่เป็น “มาตรฐานคนละยุค” ที่ยังคงมีความสำคัญอย่างยิ่งในโรงงานที่มีเครื่องกัด Manual
สถาปัตยกรรม Direct Mount
ความแตกต่างที่สำคัญที่สุดของ R8 คือการที่ตัว Collet ทำหน้าที่เป็น Taper ของสปินเดิลโดยตรง (Direct Spindle Interface)
- โครงสร้าง: R8 Collet มีรูปร่างยาว ด้านท้ายเป็นเกลียวสำหรับรับแรงดึงจาก Drawbar ด้านหัวเป็น Taper ที่สวมเข้ากับเบ้าของเครื่องจักรโดยตรง
- ข้อดีของ Direct Mount: การที่ไม่มี Holder ขั้นกลาง ทำให้ระยะห่างจากลูกปืนสปินเดิลถึงปลายทูล (Overhang) สั้นที่สุด ส่งผลให้มีความแข็งเกร็ง (Rigidity) สูงมาก เหมาะสำหรับงานกัดด้วยมือที่ผู้ควบคุมอาจป้อนงานหนักเกินไปโดยไม่ตั้งใจ.
- ข้อจำกัดเรื่องขนาด: R8 ไม่มีความยืดหยุ่น (Non-collapsible) หากคุณมีดอกเอ็นมิลขนาด 12.7mm คุณต้องใช้ Collet R8 ขนาด 1/2″ เท่านั้น ไม่สามารถใช้ขนาด 13mm มาบีบได้เหมือน ER นี่คือข้อจำกัดที่ทำให้ต้องสต็อก Collet จำนวนมาก

สมรรถนะและการใช้งาน
- แรงจับยึด: R8 ให้แรงจับยึดที่ดีในระดับหนึ่ง แต่เนื่องจากมุม Taper ที่ค่อนข้างชันและพื้นที่สัมผัสที่จำกัด (เทียบกับ OZ) ทำให้ไม่เหมาะกับงานหนักระดับอุตสาหกรรม CNC.
- ความแม่นยำ: โดยทั่วไป R8 Collet มีค่า Runout อยู่ที่ประมาณ 0.0005″ – 0.001″ (12-25 ไมครอน) ซึ่งด้อยกว่า ER เกรดสูง แต่เพียงพอสำหรับงาน Manual ทั่วไป
เจาะลึกระบบ OZ / EOC Collet (DIN 6388): พลังแห่งการกัดหนัก
ระบบ OZ (Ortlieb) หรือ EOC (Eccentric Operated Collet) คือระบบที่มักถูกผู้ใช้สับสนว่าเป็น “แบบ R” ระบบนี้ออกแบบมาเพื่อวัตถุประสงค์ที่ต่างจาก ER อย่างชัดเจน นั่นคือ “แรงจับยึดสูงสุด”.
วิศวกรรมมุมเทเปอร์ 1:10 (The 1:10 Taper Advantage)
หัวใจสำคัญของ OZ Collet คือการใช้อัตราส่วน Taper 1:10 ซึ่งเมื่อคำนวณเป็นองศาจะอยู่ที่ประมาณ 2°51’45” (Semi-angle) หรือมุมรวมประมาณ 5.72 องศา.
- การเปรียบเทียบ: มุม 2.86° ของ OZ ลาดกว่ามุม 8° ของ ER อย่างมาก
- ผลทางฟิสิกส์: ตามหลักการแตกแรง (Force Decomposition) มุมที่ลาดยาวกว่า (Smaller Angle) จะเปลี่ยนแรงดึงในแนวแกน (Axial Load) ให้กลายเป็นแรงบีบในแนวรัศมี (Radial Clamping Force) ได้มากกว่าอย่างมหาศาล ภายใต้แรงขันน็อตที่เท่ากัน.
- ผลลัพธ์: OZ Collet จึงจับทูลได้แน่นกว่า ER มาก ลดโอกาสที่ดอกกัดจะถูกดึงหลุด (Pull-out) หรือหมุนฟรี (Slip) ขณะกัดงานหนัก.
ข้อจำกัดของระบบ OZ
- ช่วงการยุบตัวต่ำ: เนื่องจากมุมที่ลาดมาก การเคลื่อนที่ในแนวแกนจึงส่งผลต่อการเปลี่ยนแปลงขนาดรูในน้อยมาก ทำให้ OZ Collet มีระยะยุบตัว (Collapse Range) เพียง -0.5 มม. เท่านั้น (เทียบกับ ER ที่ได้ถึง -1.0 ถึง -2.0 มม.) ผู้ใช้ต้องซื้อ Collet ให้ตรงกับขนาดก้านทูลเป๊ะๆ.
- ปัญหาการติดขัด (Jamming): มุม Taper ที่ลาดน้อยมีความเสี่ยงสูงที่จะเกิดปรากฏการณ์ Self-locking ทำให้ถอด Collet ออกยากกว่า ER.
การเปรียบเทียบเชิงวิเคราะห์ – ER vs R8 vs OZ
เพื่อตอบคำถาม “เลือกอย่างไรให้เหมาะกับงาน” เราจะทำการวิเคราะห์เปรียบเทียบในมิติต่างๆ ที่สำคัญต่อการตัดสินใจทางวิศวกรรม
ตารางเปรียบเทียบคุณสมบัติทางเทคนิค
| คุณสมบัติ (Attribute) | ER Collet (DIN 6499) | OZ / EOC Collet (DIN 6388) | R8 Collet (Bridgeport) |
| มุมเทเปอร์ (Taper Angle) | 8° (Semi) / 16° (Included) | ~2.86° (Semi) / 1:10 Taper | Steep Taper (เฉพาะส่วนหัว) |
| แรงจับยึด (Clamping Force) | ปานกลาง-สูง (High) | สูงมาก (Very High) | ปานกลาง (Moderate) |
| ความยืดหยุ่น (Versatility) | สูงที่สุด (ยุบตัว 1-2 mm) | ต่ำ (ยุบตัว 0.5 mm) | ต่ำที่สุด (Fixed Size) |
| ความแม่นยำ (Runout) | ดีเยี่ยม (5-15 µm) | ดี (10-20 µm) | ปานกลาง (15-25 µm) |
| การใช้งานหลัก | General CNC, Drill, Tap, Ream | Heavy Roughing, Wood Router | Manual Milling |
| ความสะดวกในการเปลี่ยน | เร็ว (Quick Change Nut) | ปานกลาง | ช้า (Manual Drawbar) |
| ราคาและความหาได้ง่าย | หาง่ายที่สุด / ราคาคุ้มค่า | หายากขึ้น / ราคาสูงกว่า | หาง่ายเฉพาะกลุ่ม Manual |
การวิเคราะห์ด้านแรงบิด (Torque Analysis)
ความสามารถในการส่งถ่ายแรงบิดเป็นเรื่องสำคัญ โดยเฉพาะในงานกัดหยาบ
- ER System: มีตารางค่าแรงบิดการขันน็อต (Nut Torque) ที่แนะนำชัดเจน เช่น ER32 แนะนำให้ขันที่ 135 Nm เพื่อให้ได้แรงจับสูงสุด หากขันน้อยกว่านี้ทูลอาจหลุด หากขันมากไป Collet จะเสียรูป.
- OZ System: ด้วยความได้เปรียบทางกลของ Taper 1:10 แม้จะขันน็อตด้วยแรงเท่ากับ ER แต่แรงบีบที่กระทำต่อก้านทูลจะสูงกว่า ทำให้ OZ รองรับการกัดหนัก (Heavy Milling) ได้ดีกว่า ER ในขนาดตัวที่เท่ากัน.
การวิเคราะห์ด้านความแม่นยำ (Runout Implications)
- สำหรับงานที่ต้องการความแม่นยำสูง เช่น การเจาะรู Carbide ขนาดเล็ก หรือการกัดแม่พิมพ์ (Mold Making) ระบบ ER (โดยเฉพาะเกรด UP) มีความเหนือกว่าอย่างชัดเจน โครงสร้างแบบ Double Angle Slots ช่วยให้การยุบตัวสมมาตรและรักษาศูนย์ได้ดีกว่า R8 หรือ OZ ที่การออกแบบสล็อตอาจไม่ละเอียดเท่า
แนวทางการเลือกใช้งานให้เหมาะกับงาน (Selection Guide)
การเลือก Collet ที่ “ดีที่สุด” ไม่มีอยู่จริง มีแต่ Collet ที่ “เหมาะสมที่สุด” สำหรับบริบทงานนั้นๆ ผู้ใช้งานควรพิจารณาตามปัจจัยต่อไปนี้:
พิจารณาจากประเภทเครื่องจักร (Machine Type)
- Manual Milling Machine (Bridgeport Type):
- คำแนะนำ: ใช้ R8 Collet
- เหตุผล: เป็นมาตรฐานติดเครื่อง ประหยัดพื้นที่ Z-axis แข็งแรงทนทานต่อการใช้งานด้วยมือ ไม่จำเป็นต้องดัดแปลง.
- CNC Machining Center / CNC Router:
- คำแนะนำ: ใช้ ER Collet (ER32/ER16)
- เหตุผล: เป็นมาตรฐานสากล เปลี่ยนทูลได้รวดเร็ว มีความแม่นยำสูง หาซื้ออะไหล่ง่าย และรองรับทูลได้หลากหลายขนาดช่วยลดสต็อก.
- Heavy Duty Milling Machine / Woodworking Router (รุ่นเก่า):
- คำแนะนำ: ใช้ OZ (EOC) Collet
- เหตุผล: หากเครื่องรองรับ OZ อยู่แล้ว ให้ใช้ต่อเพื่อใช้ประโยชน์จากแรงจับยึดมหาศาล โดยเฉพาะงานกัดไม้เนื้อแข็งหรืองานกัดเหล็กที่ต้องการอัตราการกินเนื้อวัสดุ (MRR) สูง.
พิจารณาจากลักษณะงาน (Application Specifics)
- งานเจาะ (Drilling):
- เลือก ER: เพราะดอกสว่านมีขนาดก้านหลากหลาย (เช่น 3.1, 3.2, 3.5 มม.) ความยืดหยุ่นของ ER ช่วยให้ใช้ Collet ลูกเดียวจับได้หลายเบอร์.
- งานกัดละเอียด (Finishing):
- เลือก ER (Precision Grade): ต้องการ Runout ต่ำที่สุดเพื่อผิวงานที่เรียบเนียน.
- งานกัดหยาบ (Heavy Roughing):
- เลือก OZ หรือ Milling Chuck: ต้องการแรงจับสูงสุดเพื่อความปลอดภัย หากใช้ ER ต้องระวังเรื่องทูลถอนตัว (Pull-out) และต้องขันน็อตให้แน่นตามสเปค.
การวิเคราะห์ความคุ้มค่า (Economic Perspective)
- ER: มีความคุ้มค่าสูงสุด (Best ROI) ในระยะยาว เพราะ Collet 1 ชุด (เช่น ER32 จำนวน 18 ลูก) ครอบคลุมขนาดตั้งแต่ 3mm-20mm ได้ครบถ้วน ขณะที่ OZ หรือ R8 ต้องซื้อจำนวนลูกมากกว่าเพื่อครอบคลุมช่วงเดียวกัน นอกจากนี้ ER ยังมีตัวเลือกราคาหลากหลายในตลาด (ตั้งแต่เกรดจีนราคาประหยัดไปจนถึงเกรดสวิส).
- OZ/R8: อาจมีต้นทุนแฝงเรื่องความยากในการหาอะไหล่ (สำหรับ OZ) หรือข้อจำกัดในการใช้งาน (สำหรับ R8)
ข้อปฏิบัติในการบำรุงรักษาและการใช้งาน (Maintenance & Operations)
ระบบ Collet จะทำงานได้เต็มประสิทธิภาพก็ต่อเมื่อได้รับการดูแลอย่างถูกวิธี
ความสะอาดคือหัวใจ (Cleanliness is Key)
เศษวัสดุหรือคราบน้ำมันเพียงเล็กน้อยในช่อง Taper สามารถทำให้ค่า Runout เพิ่มขึ้นจาก 5 ไมครอน เป็น 20 ไมครอนได้ทันที
- แนวปฏิบัติ: ต้องเช็ดทำความสะอาด Taper ของ Collet, ภายใน Nut, และภายใน Holder ทุกครั้งที่มีการเปลี่ยนทูล ใช้น้ำยาทำความสะอาดที่ไม่ทิ้งคราบ (Non-residue solvent).
แรงบิดที่เหมาะสม (Torque Control)
การใช้ “ความรู้สึก” ในการขันน็อตเป็นวิธีที่ผิดมหันต์ การขันแน่นเกินไป (Over-torque) จะทำให้ Collet บิดเบี้ยวและอายุการใช้งานสั้นลง
- ตารางแรงบิดแนะนำสำหรับ ER:
- ER16 (M22x1.5): ~50 Nm (37 ft-lbs)
- ER20 (M25x1.5): ~70 Nm (52 ft-lbs)
- ER25 (M30x1.5): ~90 Nm (66 ft-lbs)
- ER32 (M36x2.0): ~100-130 Nm (74-96 ft-lbs)
- ER40 (M44x2.0): ~130-150 Nm (96-111 ft-lbs)
- เครื่องมือ: ควรใช้ประแจปอนด์ (Torque Wrench) สำหรับงานที่ต้องการความแม่นยำสูง
การตรวจสอบสภาพ (Inspection)
Collet เป็นวัสดุสิ้นเปลือง (Consumable) ไม่ใช่อุปกรณ์ถาวร
- สัญญาณเตือน: หากพบรอยขูดขีด (Scoring) บนผิว Taper, สนิม, หรือเมื่อขันแล้วค่า Runout ยังสูงอยู่ แสดงว่าถึงเวลาเปลี่ยน Collet ใหม่ การฝืนใช้ Collet ที่เสื่อมสภาพจะทำลาย Holder ที่มีราคาแพงกว่ามาก.
สรุปบทความ
การตอบคำถามว่า “Collet แบบ ER vs R เลือกอย่างไร” นั้น สรุปได้ว่า ER Collet คือระบบที่ชนะเลิศในด้านความสมดุล (Balance of Performance) สำหรับอุตสาหกรรมการผลิตยุคปัจจุบัน ด้วยมาตรฐานความแม่นยำ DIN 6499 ความยืดหยุ่นในการจับยึด และความพร้อมของตลาด ทำให้ ER เป็นตัวเลือกแรกที่วิศวกรควรพิจารณาสำหรับงาน CNC ส่วนใหญ่
อย่างไรก็ตาม ระบบ R (ในความหมายของ OZ/EOC) ยังคงมีที่ยืนที่มั่นคงในงานเฉพาะทางที่ต้องการแรงจับยึดระดับสูง (High Grip) เช่นงานกัดหนัก และ ระบบ R8 ยังคงเป็นราชาแห่งเครื่องกัด Manual ที่ยากจะหาใครมาแทนที่ในแง่ของความกะทัดรัดและแข็งแรง
การเลือกใช้จึงต้องเริ่มจากการ “รู้จักเครื่องจักร” (Spindle Interface คืออะไร?), “รู้งาน” (กัดหนักหรือกัดละเอียด?), และ “รู้งบประมาณ” การลงทุนในระบบ ER เกรดคุณภาพสูงอาจดูเหมือนแพงในตอนแรก แต่เมื่อพิจารณาถึงอายุการใช้งานทูลที่ยาวนานขึ้นและชิ้นงานเสียที่ลดลง มันคือการลงทุนที่ให้ผลตอบแทนคุ้มค่าที่สุดในระยะยาวสำหรับโรงงานอุตสาหกรรม
ER = อเนกประสงค์ จับง่าย งานหลากหลาย เหมาะกับ CNC
R = แม่นยำ นิ่ง งานละเอียด เหมาะกับเครื่องแมนนวล
กำลังมองหา อุปกรณ์เครื่องมือช่างและอุตสาหกรรม คุณภาพสูง ไม่ว่าจะเป็นเครื่องมือตัดหรืออุปกรณ์เสริมต่าง ๆ เช่น ครีมเพชร ดอกเจาะกระจก ดอกเจียร์คาร์ไบด์ ตะไบ ตะไบเพชร ตะไบเหล็ก ล้อเพชร ลูกขัดกระดาษทราย ลูกขัดเพชร ลูกขัดสักหลาด ลูกยางเจียร หิน CBN หินขัด เครื่องเจียรตะไบ เพชรแต่งหิน เครื่องเจียรลม รวมถึงเอ็นมิลคาร์ไบด์ 2 ฟัน และ 4 ฟัน
ติดต่อเราได้ที่ โทร. 092-252-7567, 063-148-9962
หรือแอดไลน์ @kulsub เพื่อสอบถามข้อมูลและสั่งซื้อได้ตลอด 24 ชั่วโมง
