

ในการต๊าปเกลียว “ความเร็วรอบ” หรือ RPM (Revolutions Per Minute) คือหนึ่งในปัจจัยสำคัญที่ส่งผลโดยตรงต่อคุณภาพเกลียว อายุการใช้งานของดอกต๊าป และเสถียรภาพของกระบวนการผลิต หลายครั้งผู้ใช้งานเข้าใจว่า “ยิ่งรอบสูง งานยิ่งเร็ว” จึงพยายามเพิ่ม RPM เพื่อเพิ่ม Productivity แต่ในความเป็นจริง หากใช้รอบสูงเกินกว่าที่เหมาะสม อาจทำให้เกิดปัญหาหลายด้าน ทั้งคุณภาพงาน ของเสีย และต้นทุนที่เพิ่มขึ้นโดยไม่จำเป็น
โดยเฉพาะในงาน Production ที่ต้องต๊าปต่อเนื่องจำนวนมาก การตั้ง RPM ไม่เหมาะสมอาจทำให้ดอกต๊าปสึกเร็ว เกลียวไม่ได้มาตรฐาน หรือเกิด Downtime จากดอกหักได้ง่ายกว่าที่คิด บทความนี้จะพาไปดูว่า RPM สูงเกินไปส่งผลอะไรกับงานต๊าปเกลียว และควรเลือกความเร็วอย่างไรให้เหมาะกับวัสดุและลักษณะงาน
ทำไม RPM ถึงสำคัญมากในงานต๊าปเกลียว
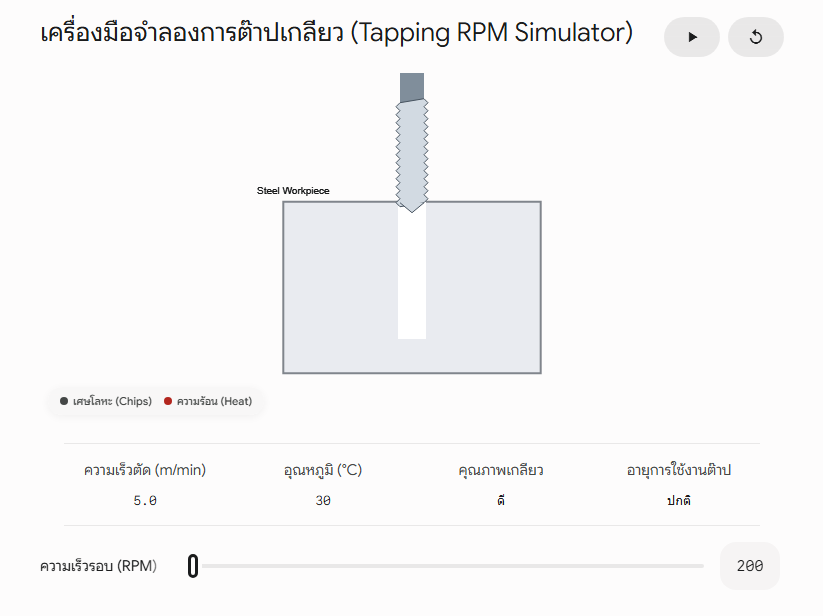
งานต๊าปเกลียวแตกต่างจากงานเจาะทั่วไป เพราะดอกต๊าปต้องสัมผัสกับผิววัสดุตลอดทั้งแนวเกลียว ทำให้เกิดแรงเสียดทานและแรงต้านสูงกว่าเครื่องมือตัดทั่วไป เมื่อ RPM เพิ่มขึ้น สิ่งที่เพิ่มตามมาคือ
- ความเร็วในการตัด
- อุณหภูมิที่คมตัด
- ปริมาณเศษโลหะที่เกิดขึ้นต่อเวลา
- โหลดที่เกิดกับดอกต๊าป
หากระบบหล่อเย็นหรือการคายเศษไม่ดีพอ ความร้อนและเศษโลหะจะสะสมอย่างรวดเร็ว ส่งผลให้คุณภาพเกลียวลดลงและดอกต๊าปเสียหายเร็วกว่าปกติ
โดยเฉพาะในงาน Production ที่ต้องต๊าปต่อเนื่องหลายร้อยหรือหลายพันรูต่อวัน การตั้ง RPM เหมาะสมถือเป็นปัจจัยสำคัญที่ช่วยลดทั้งของเสียและ Downtime ได้อย่างมาก
RPM ไม่ได้มีค่าตายตัวสำหรับทุกงาน
แม้เครื่องต๊าปเกลียวไฟฟ้าสมัยใหม่จะสามารถปรับรอบได้หลากหลาย แต่ไม่ได้หมายความว่ายิ่งเร็วจะยิ่งดี เพราะแต่ละงานมี “ช่วง RPM ที่เหมาะสม” แตกต่างกัน ทั้งจากชนิดวัสดุ ขนาดเกลียว รูปแบบของรู และประเภทของดอกต๊าป
ในงานต๊าปเกลียว ความเร็วรอบที่เหมาะสมคือค่าที่ทำให้เกิด “สมดุล” ระหว่าง
- ความเร็วในการผลิต
- ความร้อนที่เกิดขึ้น
- การคายเศษ
- แรงบิดที่ดอกต๊าปรับได้
- อายุการใช้งานของดอก
หากใช้ RPM ต่ำเกินไป งานอาจช้าและเกิดแรงกดสะสมมากขึ้น แต่หากใช้สูงเกินไป ก็อาจทำให้ดอกต๊าปเสียหายเร็วกว่าปกติ หรือทำให้คุณภาพเกลียวลดลงได้
ดังนั้น ผู้ใช้งานจึงไม่ควรตั้ง RPM ตามความรู้สึกหรือใช้ค่าเดียวกับทุกงาน แต่ควรเลือกให้เหมาะกับสภาพการต๊าปจริง
วัสดุชิ้นงานมีผลต่อ RPM อย่างไร
วัสดุชิ้นงานถือเป็นหนึ่งในปัจจัยสำคัญที่สุดที่ใช้กำหนด RPM ในงานต๊าปเกลียว เพราะวัสดุแต่ละชนิดมีคุณสมบัติทางกายภาพแตกต่างกัน ทั้งด้านความแข็ง ความเหนียว การเกิดความร้อน แรงเสียดทาน และลักษณะของเศษโลหะที่เกิดขึ้นระหว่างการตัด ปัจจัยเหล่านี้ล้วนส่งผลโดยตรงต่อแรงต้านที่เกิดกับดอกต๊าป รวมถึงเสถียรภาพของกระบวนการต๊าปทั้งหมด
โดยทั่วไป วัสดุที่มีความแข็งหรือความเหนียวสูง จะสร้างแรงเสียดทานและความร้อนมากกว่า จึงมักต้องใช้ RPM ต่ำลง เพื่อป้องกันไม่ให้ดอกต๊าปรับโหลดหนักเกินไป ขณะเดียวกันยังช่วยลดโอกาสเกิดความเสียหายกับผิวเกลียวและลดการสึกหรอของดอกต๊าปอีกด้วย

ตัวอย่างที่เห็นได้ชัดคือ “สแตนเลส” ซึ่งเป็นวัสดุที่ต๊าปค่อนข้างยากเมื่อเทียบกับโลหะทั่วไป เพราะมีทั้งความเหนียวสูง เกิดความร้อนสะสมง่าย และระบายความร้อนได้ไม่ดี นอกจากนี้ยังมีโอกาสเกิดปรากฏการณ์ที่เรียกว่า Work Hardening หรือภาวะที่ผิววัสดุแข็งตัวมากขึ้นเมื่อถูกเสียดสีหรือกดทับ หากใช้ RPM สูงเกินไป ผิวสแตนเลสจะยิ่งแข็งขึ้นระหว่างต๊าป ทำให้ดอกต๊าปต้องรับแรงมากขึ้นเรื่อย ๆ ส่งผลให้ดอกสึกเร็ว เกิดเศษติดคมตัด เกลียวหยาบ และมีโอกาสดอกหักได้ง่าย โดยเฉพาะงานรูตันที่ระบายเศษได้ยาก หากดอกหักคารู มักต้องเสียเวลาซ่อมหรืออาจทำให้ชิ้นงานเสียหายทั้งชิ้น ดังนั้น งานต๊าปสแตนเลสจึงมักใช้ RPM ต่ำกว่าวัสดุอื่น และต้องใช้สารหล่อลื่นที่เหมาะสมร่วมด้วย
ในขณะที่ “เหล็กเหนียว” หรือ Mild Steel เป็นวัสดุที่พบได้บ่อยในงานอุตสาหกรรม มีความแข็งแรงพอสมควร แต่ยังต๊าปได้ง่ายกว่าสแตนเลส จึงมักใช้ RPM ระดับปานกลาง เพื่อรักษาสมดุลระหว่างความเร็วในการผลิต คุณภาพเกลียว และอายุการใช้งานของดอกต๊าป แม้จะควบคุมได้ง่ายกว่า แต่หากใช้รอบสูงเกินไปก็ยังอาจเกิดปัญหาความร้อนสะสม เกลียวไม่คม หรือดอกสึกเร็วกว่าปกติได้เช่นกัน

ส่วน “อะลูมิเนียม” เป็นวัสดุที่ค่อนข้างอ่อน ตัดง่าย และเกิดแรงต้านต่ำ จึงสามารถใช้ RPM สูงกว่าเหล็กหรือสแตนเลสได้ ข้อดีคือช่วยลดเวลา Cycle Time และทำให้การผลิตรวดเร็วขึ้น อย่างไรก็ตาม อะลูมิเนียมมีลักษณะเศษที่เหนียวและติดคมตัดได้ง่าย หากใช้ RPM สูงเกินไปโดยไม่มีระบบหล่อลื่นหรือการคายเศษที่เหมาะสม เศษอะลูมิเนียมอาจเกาะที่ดอกต๊าปจนทำให้ผิวเกลียวไม่เรียบ เกลียวผิดรูป หรือทำให้ดอกต๊าปเสียหายได้เช่นกัน
ด้วยเหตุนี้ การตั้ง RPM จึงไม่ควรใช้ค่าเดียวกับทุกวัสดุ แต่ควรปรับให้เหมาะกับชนิดของชิ้นงาน เพื่อให้ได้ทั้งคุณภาพเกลียวที่ดี อายุการใช้งานดอกต๊าปที่ยาวขึ้น และต้นทุนการผลิตที่เหมาะสมในระยะยาว
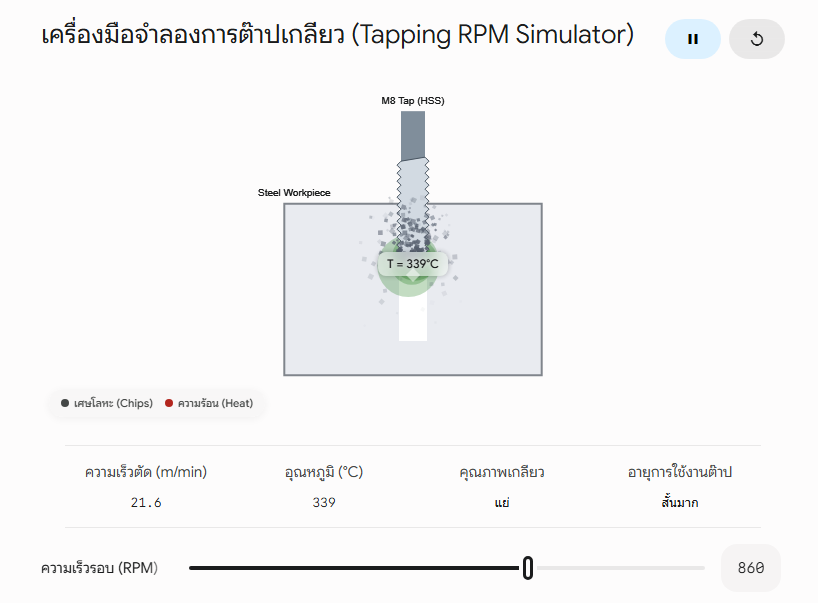
ผลกระทบเมื่อใช้ RPM สูงเกินไป
แม้การเพิ่ม RPM จะช่วยให้การต๊าปเกลียวทำได้เร็วขึ้น และอาจดูเหมือนช่วยเพิ่ม Productivity ในระยะสั้น แต่หากใช้ความเร็วรอบสูงเกินกว่าที่เหมาะสมกับวัสดุ ขนาดเกลียว หรือชนิดของดอกต๊าป ก็อาจส่งผลเสียต่อทั้งคุณภาพงานและต้นทุนการผลิตได้มากกว่าที่คิด
เมื่อ RPM สูงเกินไป จะทำให้เกิดทั้งความร้อนสะสม แรงเสียดทาน และแรงกระชากที่เพิ่มขึ้นอย่างรวดเร็ว ส่งผลให้ดอกต๊าปทำงานหนักกว่าปกติ รวมถึงกระทบต่อการคายเศษและเสถียรภาพของการตัด โดยเฉพาะในงาน Production ที่ต้องต๊าปต่อเนื่องหลายร้อยหรือหลายพันรูต่อวัน ปัญหาเหล่านี้อาจสะสมจนกลายเป็น Downtime ของสายการผลิต หรือทำให้เกิดของเสียจำนวนมากโดยไม่รู้ตัว
1. ดอกต๊าปร้อนจัดและสึกเร็ว
เมื่อใช้ RPM สูงเกินไป แรงเสียดทานระหว่างดอกต๊าปกับผิววัสดุจะเพิ่มขึ้นอย่างมาก ส่งผลให้อุณหภูมิบริเวณคมตัดสูงขึ้นอย่างรวดเร็ว โดยเฉพาะในช่วงที่ดอกกำลังกัดเนื้อวัสดุและคายเศษออกจากร่องเกลียว หากความร้อนสะสมมากเกินไป จะเริ่มส่งผลต่อประสิทธิภาพของดอกต๊าปทันที ผลกระทบที่พบได้บ่อย ได้แก่
- คมตัดสึกเร็ว
- ผิวเคลือบดอกเสียหาย
- ความแข็งของดอกลดลง
- อายุการใช้งานสั้นลง

เมื่อคมตัดเริ่มสึก ดอกต๊าปจะต้องใช้แรงมากขึ้นในการกัดวัสดุ ทำให้เกิดความร้อนเพิ่มขึ้นอีก เป็นวงจรที่เร่งให้ดอกเสียหายเร็วกว่าเดิม นอกจากนี้ เมื่อผิวเคลือบของดอก เช่น TiN หรือ TiAlN เริ่มหลุดลอก ประสิทธิภาพในการลดแรงเสียดทานก็จะลดลงตามไปด้วย ส่งผลให้ดอกร้อนเร็วและสึกหนักกว่าเดิมอย่างชัดเจน ปัญหานี้ยิ่งเห็นได้ชัดในวัสดุที่เกิดความร้อนสะสมง่าย เช่น
- สแตนเลส
- เหล็กเหนียว
- เหล็กกล้าคาร์บอนสูง
วัสดุเหล่านี้มีทั้งแรงต้านสูงและระบายความร้อนได้ไม่ดี หากใช้ RPM สูงเกินไปโดยไม่มีระบบหล่อเย็นหรือสารหล่อลื่นที่เหมาะสม ความร้อนจะสะสมที่คมตัดอย่างรวดเร็ว จนทำให้ดอกต๊าปสูญเสียความแข็งและเสียหายภายในเวลาไม่นาน
ในงาน Production ปัญหานี้อาจไม่ได้ส่งผลแค่ “ดอกหมดเร็ว” เท่านั้น แต่ยังทำให้ต้นทุนรวมเพิ่มขึ้นจาก
- การเปลี่ยนดอกบ่อย
- เวลาหยุดเครื่อง
- ของเสียจากเกลียวไม่ได้มาตรฐาน
- คุณภาพงานที่ไม่สม่ำเสมอ
หลายครั้งผู้ปฏิบัติงานอาจสังเกตเพียงว่าดอกต๊าป “หมดไวผิดปกติ” แต่ต้นเหตุจริงอาจมาจากการตั้ง RPM สูงเกินกว่าที่วัสดุและดอกต๊าปจะรองรับได้
โดยเฉพาะงานต๊าปต่อเนื่องหลายร้อยหรือหลายพันรูต่อวัน การควบคุม RPM ให้เหมาะสมร่วมกับระบบหล่อเย็นที่ดี จะช่วยยืดอายุการใช้งานดอกต๊าปได้อย่างชัดเจน และลดต้นทุนการผลิตในระยะยาวได้มากกว่าที่หลายโรงงานคาดคิด
2. เกลียวหยาบและคุณภาพผิวไม่สม่ำเสมอ
เมื่อใช้ RPM สูงเกินไป ความร้อนสะสมและแรงเสียดทานที่เกิดขึ้นระหว่างดอกต๊าปกับผิววัสดุจะเพิ่มขึ้นอย่างมาก ส่งผลโดยตรงต่อคุณภาพของเกลียวที่ได้ เพราะในระหว่างการต๊าป ดอกต๊าปไม่ได้เพียงกัดเนื้อวัสดุออกเท่านั้น แต่ยังต้องรักษารูปทรงของเกลียวให้มีความแม่นยำและสม่ำเสมอตลอดทั้งรู หากรอบหมุนเร็วเกินกว่าที่วัสดุและดอกต๊าปจะรองรับได้ อาจเกิดปัญหา เช่น
- ผิวเกลียวหยาบ
- เกลียวไม่เต็ม
- เกิด Burr หรือครีบโลหะ
- เกิดรอยไหม้บนผิววัสดุ
- ขนาดเกลียวคลาดเคลื่อน
ปัญหาเหล่านี้มักเกิดจากความร้อนที่สูงเกินไป ทำให้การตัดไม่เรียบ เศษโลหะระบายออกไม่ทัน หรือเกิดการเสียดสีสะสมที่ผิวเกลียว จนพื้นผิวที่ควรเรียบคมกลับหยาบและไม่สม่ำเสมอ
ในบางกรณี เมื่ออุณหภูมิสูงมากเกินไป อาจทำให้เนื้อวัสดุบางส่วนเกิดการ “ปาด” หรือ Smearing แทนที่จะถูกตัดออกอย่างสมบูรณ์ ส่งผลให้รูปทรงเกลียวผิดเพี้ยน และทำให้การประกอบจริงมีปัญหา เช่น
- ขันสกรูแล้วฝืด
- แรงยึดจับไม่สม่ำเสมอ
- เกลียวหลวม
- เกิดการสึกหรอเร็วหลังใช้งาน
นอกจากนี้ ความร้อนสะสมยังอาจทำให้ดอกต๊าปเกิดการขยายตัวเล็กน้อยระหว่างทำงาน ส่งผลให้ขนาดเกลียวที่ต๊าปได้คลาดเคลื่อนจากค่ามาตรฐาน โดยเฉพาะในงานที่ต้องการค่าความเผื่อต่ำหรือเกลียวละเอียด ปัญหานี้มีความสำคัญมากในงาน Precision เช่น
- ชิ้นส่วนยานยนต์
- อุปกรณ์อิเล็กทรอนิกส์
- Medical Device
- งานแม่พิมพ์
- ชิ้นส่วน Aerospace
เพราะแม้ความคลาดเคลื่อนเพียงเล็กน้อย ก็อาจทำให้ชิ้นงานไม่ผ่าน QC ได้ทันที และหากเกิดในงาน Production จำนวนมาก อาจนำไปสู่ Reject Rate ที่สูงขึ้นโดยไม่จำเป็น
อีกประเด็นที่หลายโรงงานมองข้าม คือคุณภาพผิวเกลียวที่ไม่สม่ำเสมออาจไม่ได้เห็นชัดด้วยตาเปล่า แต่จะเริ่มส่งผลเมื่อชิ้นงานถูกนำไปประกอบจริง เช่น แรงขันไม่เท่ากัน การล็อกตัวไม่แน่น หรือเกิดการคลายตัวระหว่างใช้งาน ซึ่งอาจกลายเป็นปัญหาด้านคุณภาพในระยะยาวได้
ดังนั้น การควบคุม RPM ให้เหมาะสม พร้อมใช้ระบบหล่อเย็นและการคายเศษที่ดี จึงเป็นปัจจัยสำคัญในการรักษาคุณภาพเกลียวให้คม เรียบ และได้มาตรฐานอย่างสม่ำเสมอ
3. ดอกต๊าปหักง่ายขึ้น
RPM ที่สูงเกินไปทำให้ดอกต๊าปต้องรับแรงตัดและแรงกระชากมากขึ้นในระยะเวลาสั้น ๆ ส่งผลให้ดอกปรับตัวกับโหลดที่เกิดขึ้นได้ยาก โดยเฉพาะในช่วงสำคัญของกระบวนการต๊าป เช่น
- ช่วงเริ่มกัดเกลียว
- ช่วงกลับทิศหมุน
- งานต๊าปรูตัน (Blind Hole)
ในช่วงเริ่มต๊าป ดอกจะต้องเริ่มกัดผิววัสดุและสร้างแนวเกลียวใหม่ หากรอบหมุนสูงเกินไป แรงกระแทกที่เกิดขึ้นทันทีอาจทำให้คมตัดรับโหลดเกินกว่าที่ออกแบบไว้ โดยเฉพาะหากแนวศูนย์ไม่ตรง หรือชิ้นงานจับยึดไม่แน่นพอ
ส่วนในช่วงกลับทิศหมุน ซึ่งเป็นจังหวะที่ดอกต้องเปลี่ยนจากการตัดเป็นการถอนตัวออกจากรู หาก RPM สูงมาก ระบบส่งกำลังอาจเกิดแรงกระชาก (Shock Load) เพิ่มขึ้น ทำให้ดอกต๊าปรับแรงไม่ทัน และเกิดการบิดตัวหรือแตกหักได้ง่ายขึ้น

ปัญหานี้ยิ่งรุนแรงในงาน “รูตัน” เพราะเศษโลหะมีพื้นที่ระบายจำกัด หากใช้รอบสูงเกินไป เศษอาจสะสมอยู่ปลายรูจนเกิดการอัดตัว เมื่อดอกยังหมุนต่อไป แรงต้านจะเพิ่มขึ้นอย่างรวดเร็ว จนดอกต๊าปรับโหลดไม่ทันและหักคารูในที่สุด
นอกจากนี้ เมื่อ RPM สูงเกินไป ดอกต๊าปยังมีโอกาสเกิดอาการ “จับเศษ” หรือ Chip Packing คือเศษโลหะติดสะสมในร่องคายเศษ ทำให้แรงบิดที่เกิดขึ้นเพิ่มสูงแบบฉับพลัน ซึ่งเป็นหนึ่งในสาเหตุหลักของดอกหักในงาน Production
ปัญหานี้จะเห็นได้ชัดมากในงานเกลียวขนาดเล็ก เช่น M2–M4 เพราะดอกต๊าปมีเส้นผ่านศูนย์กลางเล็ก เนื้อวัสดุของดอกบาง และรองรับแรงบิดได้น้อยกว่าดอกขนาดใหญ่ แม้โหลดจะเพิ่มขึ้นเพียงเล็กน้อย ก็อาจทำให้ดอกแตกหรือหักได้ทันที โดยเฉพาะในงาน Precision เช่น
- ชิ้นส่วนอิเล็กทรอนิกส์
- Medical Device
- Mold & Die
- ชิ้นส่วนยานยนต์ขนาดเล็ก
หากดอกหักคารู ไม่เพียงทำให้ชิ้นงานเสียหาย แต่ยังอาจเสียเวลาในการนำเศษดอกออก หรือในบางกรณีอาจต้องทิ้งชิ้นงานทั้งชิ้น ซึ่งสร้างต้นทุนแฝงสูงกว่าที่หลายโรงงานคาดคิด
อีกประเด็นสำคัญคือ ดอกต๊าปที่ทำงานด้วย RPM สูงเกินไปมักเกิด “ความล้า” (Tool Fatigue) เร็วขึ้น แม้ดอกจะยังไม่หักทันที แต่โครงสร้างภายในอาจเริ่มเกิดรอยร้าวขนาดเล็กสะสม เมื่อใช้งานต่อเนื่องไปสักระยะ ดอกอาจหักแบบกะทันหันโดยไม่มีสัญญาณเตือนล่วงหน้า
ดังนั้น การควบคุม RPM ให้เหมาะสมกับวัสดุ ขนาดเกลียว และประเภทของรู รวมถึงใช้ระบบหล่อลื่นและการคายเศษที่ดี จะช่วยลดโอกาสดอกหักได้อย่างมาก และช่วยให้กระบวนการผลิตมีเสถียรภาพมากขึ้นในระยะยาว
4. การคายเศษไม่ทัน
ในงานต๊าปเกลียว “เศษโลหะ” ที่เกิดขึ้นจากการกัดเนื้อวัสดุถือเป็นปัจจัยสำคัญที่ต้องถูกควบคุมอย่างเหมาะสม เพราะระหว่างกระบวนการต๊าป ดอกต๊าปจะสร้างเศษโลหะออกมาอย่างต่อเนื่อง และเศษเหล่านี้จำเป็นต้องถูกลำเลียงออกจากร่องคายเศษ (Flute) อย่างมีประสิทธิภาพ เพื่อไม่ให้สะสมอยู่ภายในรู

เมื่อใช้ RPM สูงเกินไป ความเร็วในการตัดจะเพิ่มขึ้นตาม แต่ในขณะเดียวกัน “เวลาในการคายเศษ” จะลดลง ทำให้ระบบไม่สามารถระบายเศษออกได้ทัน ส่งผลให้เศษเริ่มสะสมภายในรูและบริเวณคมตัดของดอกต๊าป หากเศษโลหะไม่สามารถไหลออกได้อย่างต่อเนื่อง จะเกิดปัญหาตามมา เช่น
- เศษสะสมในรู (Chip Accumulation)
- เศษติดค้างที่คมตัด (Chip Packing)
- การอัดตัวของเศษโลหะในร่องฟันต๊าป
เมื่อเกิดการอัดตัวของเศษ โลหะจะสร้างแรงต้านย้อนกลับไปที่ดอกต๊าป ทำให้แรงบิดเพิ่มขึ้นอย่างฉับพลัน ซึ่งส่งผลกระทบโดยตรงต่อกระบวนการตัด ผลที่ตามมาคือ
- แรงตัดเพิ่มขึ้นแบบไม่คงที่
- ผิวเกลียวเกิดรอยขีดหรือรอยขูด
- เกลียวเสียรูปหรือไม่เต็ม
- ดอกต๊าปหักจากแรงต้านสะสม
ปัญหานี้ยิ่งรุนแรงในงาน “รูตัน (Blind Hole)” เพราะมีพื้นที่จำกัดในการระบายเศษ เศษโลหะจึงไม่มีทางออก ทำให้มีโอกาสสะสมที่ปลายรูได้ง่ายกว่างานรูทะลุหลายเท่า โดยเฉพาะเมื่อใช้ RPM สูงร่วมกับ
- ระบบหล่อลื่นไม่เพียงพอ
- ดอกต๊าปที่ร่องคายเศษไม่เหมาะกับวัสดุ
- การเลือกฟีดไม่สัมพันธ์กับความเร็วรอบ
จะยิ่งทำให้เศษอัดตัวเร็วขึ้นและควบคุมกระบวนการได้ยากขึ้น
ในงาน Production ปัญหาการคายเศษไม่ทันอาจไม่แสดงผลทันที แต่จะค่อย ๆ สะสมเป็นปัญหาแฝง เช่น
- ดอกต๊าปสึกเร็วผิดปกติ
- คุณภาพเกลียวแกว่งระหว่างล็อต
- เกิดดอกหักแบบไม่คาดคิด
- Downtime เพิ่มขึ้นจากการหยุดเคลียร์เศษ
ดังนั้น การควบคุม RPM ให้เหมาะสมร่วมกับการเลือกดอกต๊าปที่ถูกประเภท และการใช้ระบบหล่อลื่นที่ดี จึงเป็นสิ่งสำคัญในการป้องกันปัญหาการคายเศษไม่ทัน และช่วยให้กระบวนการต๊าปมีความเสถียรและต่อเนื่องมากขึ้นในระยะยาว
5. Torque ไม่คงที่
เมื่อใช้ RPM สูงเกินไป ระบบมอเตอร์และชุดส่งกำลังของเครื่องต๊าปจะต้องทำงานภายใต้ภาระที่เปลี่ยนแปลงอย่างรวดเร็วตลอดเวลา ส่งผลให้เกิดอาการ Torque Drop หรือแรงบิดตกในบางช่วงของการต๊าป โดยเฉพาะในจังหวะที่ดอกต๊าปเริ่มกัดเนื้อวัสดุหรือผ่านจุดที่มีความแข็งของชิ้นงานไม่สม่ำเสมอ

ในสภาวะปกติ แรงบิดของเครื่องควรมีความนิ่งและต่อเนื่อง เพื่อให้การตัดเกลียวเป็นไปอย่างเรียบสม่ำเสมอ แต่เมื่อ RPM สูงเกินไป ระบบจะตอบสนองต่อการเปลี่ยนโหลดไม่ทัน ทำให้แรงบิดเกิดการแกว่งขึ้นลง ส่งผลให้การตัดไม่เสถียรตลอดแนวเกลียว ผลที่ตามมาที่พบได้บ่อย ได้แก่
- แนวเกลียวไม่สม่ำเสมอ
- เกลียวบางช่วงไม่เต็ม (Partial Thread)
- การตัดไม่ต่อเนื่องเป็นช่วง ๆ
- ผิวเกลียวมีความแกว่งหรือไม่เรียบเท่ากัน
ในบางกรณี อาจสังเกตได้ว่าช่วงต้นของเกลียวและช่วงปลายมีคุณภาพแตกต่างกันอย่างชัดเจน ซึ่งเป็นผลจากแรงบิดที่ไม่คงที่ในระหว่างกระบวนการต๊าป
ปัญหานี้มีผลอย่างมากในงาน Production ที่ต้องการความสม่ำเสมอของชิ้นงานทุกชิ้น เพราะแม้ความคลาดเคลื่อนจะเกิดขึ้นเพียงบางช่วงของรอบการผลิต ก็สามารถส่งผลให้เกิด Reject เพิ่มขึ้นโดยไม่รู้ตัว โดยเฉพาะในงานที่มีมาตรฐาน QC เข้มงวด เช่น ชิ้นส่วนยานยนต์ อิเล็กทรอนิกส์ หรือชิ้นส่วน Precision
นอกจากนี้ Torque ที่ไม่นิ่งยังอาจส่งผลต่ออายุการใช้งานของดอกต๊าปด้วย เพราะเมื่อแรงบิดแกว่ง ดอกจะรับแรงกระชากเป็นช่วง ๆ ทำให้เกิดความล้า (Tool Fatigue) เร็วขึ้น และเพิ่มโอกาสดอกหักในระยะยาว
ดังนั้น การควบคุม RPM ให้เหมาะสมจึงไม่เพียงช่วยลดความร้อนหรือการสึกหรอเท่านั้น แต่ยังเป็นปัจจัยสำคัญที่ช่วยรักษาเสถียรภาพของ Torque เพื่อให้ได้คุณภาพเกลียวที่สม่ำเสมอและเชื่อถือได้ในงานผลิตต่อเนื่อง
6. เครื่องจักรและ Spindle สึกเร็วขึ้น
RPM ที่สูงเกินความเหมาะสมไม่ได้ส่งผลกระทบเฉพาะกับดอกต๊าปเท่านั้น แต่ยังเพิ่มภาระให้กับระบบกลไกของเครื่องต๊าปเกลียวโดยตรง โดยเฉพาะชิ้นส่วนสำคัญอย่าง Spindle, Chuck, Bearing และระบบส่งกำลัง ซึ่งเป็นหัวใจของความแม่นยำในการต๊าปเกลียว
เมื่อเครื่องทำงานที่รอบสูงต่อเนื่อง แรงเสียดทานและแรงสั่นสะเทือนจะเพิ่มขึ้นตามไปด้วย ส่งผลให้เกิดความร้อนสะสมในระบบกลไกมากกว่าปกติ หากไม่มีการระบายความร้อนที่ดีหรือไม่ได้ออกแบบมาสำหรับ Continuous Duty โดยเฉพาะ จะทำให้ชิ้นส่วนเหล่านี้เริ่มเสื่อมสภาพเร็วขึ้นอย่างเห็นได้ชัด ในระยะยาว อาการที่พบได้บ่อย ได้แก่
- Spindle เริ่มมีค่า Runout เพิ่มขึ้น
- Chuck เกิดความหลวม หรือจับดอกได้ไม่แน่นเหมือนเดิม
- Bearing มีเสียงดังหรือเกิดความฝืดผิดปกติ
- ระบบหมุนโดยรวมมีอาการรอบไม่นิ่ง

เมื่อเกิดอาการเหล่านี้แล้ว ไม่เพียงแต่ตัวเครื่องจะสูญเสียความแม่นยำ แต่ยังส่งผลโดยตรงต่อคุณภาพของเกลียวที่ผลิตได้ เช่น เกลียวไม่สม่ำเสมอ ขนาดคลาดเคลื่อน หรือเกิดการสั่นสะเทือนขณะต๊าป
สิ่งที่น่ากังวลคือ การสึกหรอของ Spindle และ Bearing มักเกิดขึ้นแบบค่อยเป็นค่อยไป ทำให้ผู้ใช้งานอาจไม่สังเกตเห็นในช่วงแรก แต่จะเริ่มเห็นผลกระทบชัดเจนเมื่อคุณภาพงานเริ่มแกว่งหรือเกิด Reject เพิ่มขึ้นในสายการผลิต
ในงาน Production ที่ต้องทำงานต่อเนื่องหลายชั่วโมงต่อวัน หากเครื่องไม่ได้ถูกออกแบบให้รองรับ RPM สูงและโหลดต่อเนื่องตั้งแต่ต้น จะยิ่งเร่งอัตราการสึกหรอของระบบทั้งหมด ส่งผลให้ค่าใช้จ่ายด้าน Maintenance เพิ่มขึ้น และอายุการใช้งานเครื่องสั้นลงกว่าที่ควรจะเป็น
ดังนั้น การเลือก RPM ที่เหมาะสมจึงไม่เพียงช่วยปกป้องดอกต๊าปเท่านั้น แต่ยังเป็นปัจจัยสำคัญในการยืดอายุของเครื่องจักรทั้งระบบ และรักษาความเสถียรของคุณภาพการผลิตในระยะยาว
ทำไมหลายโรงงานยังตั้ง RPM สูงเกินไป
แม้ในปัจจุบันจะมีข้อมูลด้าน Cutting Condition และคำแนะนำจากผู้ผลิตดอกต๊าปมากขึ้น แต่ในทางปฏิบัติ หลายโรงงานยังคงตั้ง RPM สูงเกินกว่าค่าที่เหมาะสมอยู่บ่อยครั้ง โดยเฉพาะในสายการผลิตที่ต้องการเพิ่มจำนวนชิ้นงานต่อวัน สาเหตุหลักมักมาจากความเข้าใจว่า “รอบสูง = ผลิตเร็วขึ้น”
ซึ่งในมุมของ Cycle Time ระยะสั้น อาจดูเหมือนถูกต้อง เพราะเมื่อดอกต๊าปหมุนเร็วขึ้น เวลาที่ใช้ต่อรูจะลดลงเล็กน้อย ทำให้ผู้ใช้งานรู้สึกว่าเครื่องทำงานได้ไวขึ้นและเพิ่ม Productivity ได้มากกว่าเดิม
แต่ในความเป็นจริง การเพิ่ม RPM มากเกินไปไม่ได้แปลว่าประสิทธิภาพโดยรวมจะดีขึ้นเสมอไป เพราะกระบวนการต๊าปเกลียวไม่ได้ขึ้นอยู่กับ “ความเร็ว” เพียงอย่างเดียว แต่ยังเกี่ยวข้องกับ
- ความร้อนสะสม
- แรงบิดที่เสถียร
- การคายเศษ
- อายุการใช้งานของดอก
- ความแม่นยำของเกลียว
- เสถียรภาพของเครื่องจักร
เมื่อ RPM สูงเกินกว่าที่วัสดุหรือดอกต๊าปรองรับได้ แม้เวลาในการต๊าปต่อรูอาจลดลงเพียงไม่กี่วินาที แต่ต้นทุนแฝงที่ตามมากลับเพิ่มขึ้นอย่างต่อเนื่อง เช่น
- ดอกต๊าปหมดเร็วขึ้น
- ดอกหักระหว่างผลิต
- เกิด Downtime เพื่อเปลี่ยนดอกหรือหยุดแก้ปัญหา
- ของเสียเพิ่มจากเกลียวไม่ได้มาตรฐาน
- ค่า Maintenance ของเครื่องสูงขึ้น
ในหลายกรณี โรงงานอาจไม่ได้สังเกตว่าต้นทุนเหล่านี้กำลังกัดกิน Productivity โดยรวมอยู่ เพราะผลกระทบไม่ได้เกิดทันที แต่จะค่อย ๆ สะสมในรูปของคุณภาพงานที่แกว่งขึ้น ค่าใช้จ่ายซ่อมบำรุงที่เพิ่มขึ้น และเวลาหยุดเครื่องที่บ่อยขึ้นเรื่อย ๆ
ตัวอย่างเช่น หากลด Cycle Time ได้เพียง 1–2 วินาทีต่อรู แต่ดอกต๊าปต้องเปลี่ยนบ่อยขึ้น 2–3 เท่า หรือเกิดดอกหักจนต้องหยุดไลน์ผลิต ต้นทุนที่เสียไปอาจมากกว่าประโยชน์จากความเร็วที่เพิ่มขึ้นหลายเท่า
โดยเฉพาะในงาน Production ที่ผลิตต่อเนื่องหลายพันรูต่อวัน ความเสถียรของกระบวนการมักสำคัญกว่าความเร็วสูงสุด เพราะการผลิตที่ “นิ่ง” และควบคุมได้ จะช่วยลด Reject ลด Downtime และรักษาคุณภาพงานได้ดีกว่าในระยะยาว
ระบบหล่อเย็นช่วยได้แค่ไหน
ในงานต๊าปเกลียว “ระบบหล่อเย็นและการหล่อลื่น” ถือเป็นปัจจัยสำคัญที่ช่วยลดผลกระทบจากการใช้ RPM สูงได้อย่างมาก เพราะระหว่างการต๊าปจะเกิดทั้งความร้อน แรงเสียดทาน และเศษโลหะสะสมตลอดเวลา หากไม่มีการควบคุมที่ดี ดอกต๊าปและผิวเกลียวจะเสียหายได้อย่างรวดเร็ว ระบบหล่อเย็นที่เหมาะสมจะช่วยในหลายด้านพร้อมกัน ทั้ง

- ลดอุณหภูมิบริเวณคมตัด
- ลดแรงเสียดทานระหว่างดอกกับวัสดุ
- ช่วยให้เศษโลหะไหลออกได้ดีขึ้น
- ลดโอกาสเศษติดค้างในร่องคายเศษ
- ช่วยให้ Torque คงที่มากขึ้น
- ยืดอายุการใช้งานของดอกต๊าป
โดยเฉพาะในงาน Production ที่ต้องต๊าปต่อเนื่องหลายร้อยหรือหลายพันรูต่อวัน ระบบหล่อเย็นที่ดีสามารถช่วยลดปัญหาดอกหักและลดความแกว่งของคุณภาพงานได้อย่างชัดเจน ปัจจุบันระบบที่นิยมใช้ในงานต๊าปเกลียว ได้แก่
MQL (Minimum Quantity Lubrication)
MQL คือระบบพ่นน้ำมันหล่อลื่นในปริมาณน้อยมากร่วมกับลม เพื่อส่งสารหล่อลื่นไปยังจุดตัดโดยตรง จุดเด่นคือช่วยลดแรงเสียดทานได้ดี ใช้น้ำมันน้อย และลดความสกปรกภายในเครื่อง
ระบบนี้ได้รับความนิยมมากในงาน Production สมัยใหม่ เพราะช่วยลดต้นทุนด้านน้ำมันและทำความสะอาดง่ายกว่าระบบ Flood Coolant แบบเดิม
นอกจากนี้ MQL ยังช่วยให้เศษโลหะไม่จับตัวกันง่าย ลดโอกาสเกิด Chip Packing ในงานเกลียวละเอียดได้ดีอีกด้วย
Through-Spindle Coolant
เป็นระบบจ่ายน้ำหล่อเย็นผ่านแกน Spindle และดอกต๊าปโดยตรง ทำให้น้ำหล่อเย็นเข้าถึงจุดตัดได้แม่นยำที่สุด
ข้อดีสำคัญคือ
- ระบายความร้อนได้มีประสิทธิภาพสูง
- ช่วยดันเศษออกจากรูได้ดี
- เหมาะกับงานรูตัน (Blind Hole)
- ลดปัญหาเศษอัดตัว
ระบบนี้มักพบในเครื่อง CNC หรือเครื่อง Production ระดับสูง โดยเฉพาะงานวัสดุแข็ง เช่น สแตนเลส หรือเหล็กกล้าความแข็งสูง
Flood Coolant
เป็นระบบจ่ายน้ำหล่อเย็นปริมาณมากลงบนพื้นที่ตัดโดยตรง แม้จะใช้ปริมาณน้ำมันมากกว่า แต่ยังคงเป็นระบบที่นิยมในหลายโรงงาน เพราะช่วยระบายความร้อนได้ดีและลดอุณหภูมิของชิ้นงานได้อย่างต่อเนื่อง
เหมาะกับงานที่เกิดความร้อนสูงหรือมีการตัดต่อเนื่องเป็นเวลานาน
อย่างไรก็ตาม แม้ระบบหล่อเย็นจะช่วยลดผลกระทบจาก RPM สูงได้มาก แต่ก็ไม่ได้หมายความว่าสามารถ “ชดเชย” การตั้งรอบที่สูงเกินไปได้ทั้งหมด
หากใช้ RPM สูงเกินกว่าที่วัสดุ ดอกต๊าป หรือเครื่องจักรออกแบบไว้ ปัญหาต่าง ๆ ก็ยังสามารถเกิดขึ้นได้ เช่น
- ดอกสึกเร็ว
- Torque แกว่ง
- เกลียวเสียรูป
- ดอกหัก
- Spindle สึกเร็ว
เพียงแต่ระบบหล่อเย็นที่ดีจะช่วย “ชะลอ” หรือ “ลดความรุนแรง” ของปัญหาเหล่านั้นลง
ดังนั้น แนวทางที่ดีที่สุดคือการใช้ “RPM ที่เหมาะสม” ร่วมกับ “ระบบหล่อเย็นที่เหมาะกับงาน” ไม่ใช่อาศัยระบบหล่อเย็นเพื่อชดเชยการใช้รอบที่สูงเกินไปเพียงอย่างเดียว
เพราะในระยะยาว การควบคุมทั้งความเร็วรอบ การหล่อลื่น และการคายเศษให้สมดุลกัน จะช่วยให้ได้ทั้งคุณภาพเกลียวที่ดี อายุการใช้งานดอกต๊าปที่ยาวขึ้น และต้นทุนการผลิตที่คุ้มค่ามากที่สุด
วิธีสังเกตว่า RPM สูงเกินไปหรือไม่
ในหลายกรณี เครื่องต๊าปเกลียวอาจยังสามารถทำงานได้ แม้จะตั้ง RPM สูงเกินกว่าค่าที่เหมาะสม ทำให้ผู้ใช้งานไม่รู้ตัวว่าระบบกำลังทำงานหนักเกินไป จนปัญหาค่อย ๆ สะสมและเริ่มส่งผลต่อคุณภาพงานในระยะยาว
ดังนั้น การสังเกต “สัญญาณเตือน” ระหว่างการต๊าปจึงเป็นเรื่องสำคัญ เพราะมักเป็นตัวบ่งชี้แรกว่าความเร็วรอบอาจไม่เหมาะสมกับวัสดุหรือสภาพการทำงานจริง
อาการที่พบได้บ่อย เช่น
- ดอกต๊าปร้อนเร็วผิดปกติ
- เกลียวเริ่มหยาบหรือผิวไม่เรียบ
- มีเศษโลหะติดที่คมตัด
- ดอกสึกเร็วกว่าปกติ
- มีเสียงตัดดังหรือสั่นผิดปกติ
- เกิดควันหรือกลิ่นไหม้ระหว่างต๊าป
- ดอกหักบ่อย โดยเฉพาะช่วงกลับทิศหมุน
ในบางครั้ง อาการเหล่านี้อาจไม่ได้เกิดพร้อมกันทั้งหมด แต่หากเริ่มพบหลายอาการร่วมกัน มักเป็นสัญญาณว่าความร้อนและแรงเสียดทานในระบบเริ่มสูงเกินไป
โดยเฉพาะงาน Production ที่ทำงานต่อเนื่องหลายชั่วโมง หากปล่อยให้เครื่องทำงานในสภาวะ RPM สูงเกินไปเป็นเวลานาน อาจส่งผลให้ทั้งดอกต๊าปและเครื่องจักรสึกหรอเร็วกว่าปกติ รวมถึงเพิ่มโอกาสเกิดของเสียในสายการผลิต
ดังนั้น หากพบอาการเหล่านี้ ควรลดรอบหมุนลงทันที พร้อมตรวจสอบระบบหล่อลื่น การคายเศษ และสภาพของดอกต๊าป เพื่อป้องกันปัญหาที่อาจลุกลามจนกลายเป็น Downtime หรือค่าใช้จ่ายด้าน Maintenance ที่สูงขึ้นในอนาคต
สรุปบทความ
RPM เป็นปัจจัยสำคัญที่ส่งผลโดยตรงต่อคุณภาพเกลียว อายุการใช้งานดอกต๊าป และเสถียรภาพของกระบวนการผลิต การใช้รอบสูงเกินไปอาจช่วยให้งานดูเร็วขึ้นในระยะสั้น แต่ในระยะยาวอาจทำให้เกิดทั้งของเสีย Downtime และต้นทุนที่สูงขึ้นโดยไม่จำเป็น
การเลือก RPM ที่เหมาะสมควรพิจารณาร่วมกันทั้งวัสดุ ขนาดเกลียว ประเภทของรู ระบบหล่อเย็น และชนิดของดอกต๊าป เพื่อให้ได้ทั้งคุณภาพงานที่ดี อายุเครื่องมือที่ยาวขึ้น และ Productivity ที่เหมาะสมกับงานจริง
สำหรับโรงงานที่ต้องการเพิ่มประสิทธิภาพงานต๊าปเกลียว การตั้งค่าความเร็วอย่างเหมาะสม ถือเป็นหนึ่งในวิธีลดต้นทุนที่สำคัญที่สุด และมักให้ผลชัดเจนกว่าการเพิ่มรอบหมุนเพียงอย่างเดียว