

ในอุตสาหกรรมการผลิตและงานช่างกล การเจาะและกัดชิ้นงานเป็นกระบวนการพื้นฐานที่ใช้กันอย่างแพร่หลาย ดอกกัดแบบ End Mills (หรือที่เรียกกันว่าดอกเอ็นมิล) เป็นเครื่องมือตัดอเนกประสงค์ที่สามารถใช้ทั้งในการเจาะรูและการกัดผิวชิ้นงานให้ได้รูปทรงต่าง ๆ เช่น การกัดร่อง การกัดบ่า หรือการปรับผิวให้เรียบ End Mills มีลักษณะเป็นดอกกัดที่มีฟันตัดรอบตัว สามารถตัดได้ทั้งด้านข้างและด้านล่าง ทำให้เหมาะสำหรับงานที่ต้องการความละเอียดสูงกว่างานเจาะทั่วไปด้วยดอกสว่าน
อย่างไรก็ตาม การใช้ End Mills เพื่อให้ได้ผิวงานเรียบเนียนนั้นต้องอาศัยเทคนิคเฉพาะ เพราะหากปรับพารามิเตอร์ไม่ถูกต้อง อาจทำให้เกิดรอยสะดุด การสั่นสะเทือน หรือผิวงานหยาบ บทความนี้จะอธิบายเทคนิคการเจาะและกัดด้วย End Mills อย่างละเอียด โดยครอบคลุมถึงการเลือกเครื่องมือ การตั้งค่าเครื่องจักร ข้อควรระวัง และเคล็ดลับเพื่อให้ได้ผลลัพธ์ที่ดีที่สุด เหมาะสำหรับช่างกล มือใหม่ และผู้ที่สนใจในงาน CNC หรือเครื่องกัดทั่วไป
ความแตกต่างระหว่างการเจาะและกัดด้วย End Mills
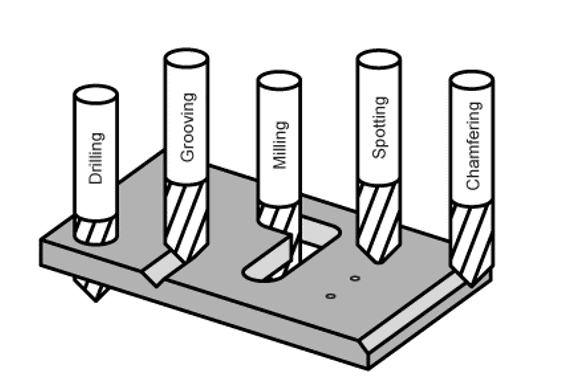
ก่อนเข้าสู่เทคนิค เรามาทำความเข้าใจพื้นฐานกันก่อน End Mills ไม่ใช่เครื่องมือหลักสำหรับการเจาะ เพราะดอกสว่าน (Drill Bits) จะมีประสิทธิภาพสูงกว่าในการเจาะรูตรงและลึก เนื่องจากมีมุมปลายแหลมและช่องคายเศษที่ดีกว่า อย่างไรก็ตาม End Mills สามารถใช้เจาะได้ในกรณีที่ต้องการรูที่มีก้นแบน หรือเมื่อต้องการรวมกระบวนการเจาะและกัดในเครื่องมือเดียวกันเพื่อลดเวลาเปลี่ยนเครื่องมือ
- การเจาะ (Drilling/Plunging): เป็นการเคลื่อนที่ดอกกัดลงไปในแนวตั้งเพื่อสร้างรู โดย End Mills จะตัดวัสดุจากด้านล่าง ซึ่งต่างจากดอกสว่านที่ตัดจากด้านข้างเป็นหลัก การเจาะด้วย End Mills เหมาะสำหรับรูตื้นหรือรูที่มีรูปทรงซับซ้อน
- การกัด (Milling): เป็นการเคลื่อนที่ดอกกัดในแนวราบหรือแนวโค้งเพื่อกำจัดวัสดุ เช่น การกัดปาดหน้า (Face Milling) เพื่อให้ผิวเรียบ หรือการกัดร่อง (Slotting) End Mills สามารถกัดได้หลายทิศทาง ทำให้ได้ผิวงานที่ละเอียด
เทคนิคการเจาะด้วย End Mills เพื่อให้ได้ผิวเรียบ
การเจาะด้วย End Mills เรียกว่า “Plunge Cutting” ซึ่งต้องระมัดระวังเพราะอาจทำให้ดอกกัดร้อนเกินไปหรือหักได้ง่าย หากต้องการผิวรูเรียบ ควรปฏิบัติตามเทคนิคดังนี้:
- การเลือกดอก End Mills ที่เหมาะสม
- เลือก End Mills แบบ Center-Cutting ที่มีฟันตัดถึงกึ่งกลาง เพื่อให้สามารถเจาะลงตรง ๆ ได้โดยไม่ต้องเจาะนำก่อน
- สำหรับวัสดุอ่อนอย่างอลูมิเนียม ใช้ End Mills ที่มีฟันน้อย (2-3 ฟัน) เพื่อคายเศษดี สำหรับวัสดุแข็งอย่างเหล็ก ใช้ฟันมาก (4-6 ฟัน) เพื่อความแข็งแรง
- เคลือบผิว เช่น TiAlN หรือ AlTiN เพื่อลดการสึกหรอและเพิ่มความเรียบ
- การตั้งค่าความเร็วและอัตราการป้อน (Speed and Feed)
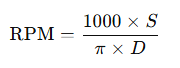
- ความเร็วรอบ (RPM): คำนวณจากสูตร RPM = (SFM x 3.82) / เส้นผ่านศูนย์กลางดอก โดย SFM (Surface Feet per Minute) ขึ้นกับวัสดุ เช่น อลูมิเนียม 600-1000 SFM, เหล็ก 100-300 SFM
- อัตราการป้อน (Feed Rate): เริ่มต้นต่ำ เช่น 0.001-0.005 นิ้วต่อฟัน เพื่อหลีกเลี่ยงการสั่น และค่อยเพิ่มเพื่อให้ผิวเรียบ
- ความลึกต่อรอบ (Depth of Cut): ไม่เกิน 50% ของเส้นผ่านศูนย์กลางดอกสำหรับการเจาะ เพื่อป้องกันการสะสมความร้อน
- เทคนิคการเจาะ
- ใช้การเจาะแบบ Helical Interpolation แทนการเจาะตรง: เคลื่อนที่ดอกในวงกลมขณะเจาะลง เพื่อกระจายแรงตัดและได้รูกลมเรียบ
- หล่อลื่นด้วยน้ำมันหล่อเย็น (Coolant) เพื่อลดความร้อนและล้างเศษ ทำให้ผิวรูไม่เกิดรอยไหม้
- ยึดชิ้นงานให้แน่นเพื่อป้องกันการสั่น ซึ่งอาจทำให้รูเบี้ยว
- ข้อควรระวัง
- หลีกเลี่ยงการเจาะลึกเกิน 3 เท่าของเส้นผ่านศูนย์กลางดอก เพราะอาจทำให้ดอกหัก
- ตรวจสอบความคมของดอกก่อนใช้งาน หากทื่อจะทำให้ผิวหยาบ
ด้วยเทคนิคเหล่านี้ คุณสามารถได้รูที่มีผิวข้างเรียบเนียน โดยไม่ต้องเปลี่ยนไปใช้ดอกสว่าน
เทคนิคการกัดด้วย End Mills เพื่อให้ได้ผิวเรียบ
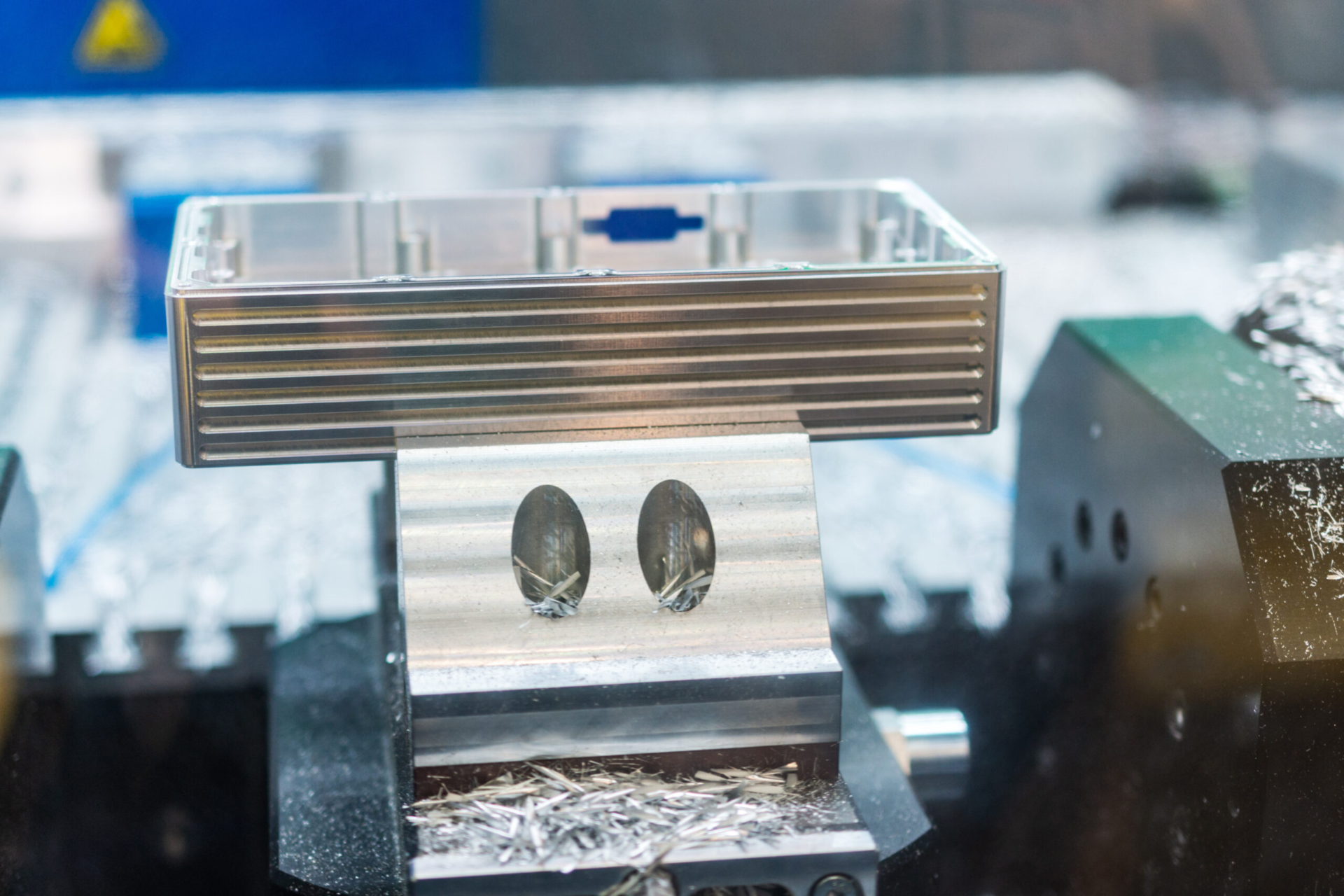
การกัด (Milling) เป็นจุดเด่นสำคัญของ ดอกเอ็นมิล (End Mills) โดยเฉพาะการกัดปาดหน้า (Face Milling) ที่ช่วยให้ผิวชิ้นงานเรียบและได้ระนาบที่สวยงาม
เทคนิคสำคัญอยู่ที่ การควบคุมปัจจัยต่าง ๆ ที่ส่งผลต่อความเรียบของผิวงาน (Surface Finish) เช่น ความเร็วรอบ (Spindle Speed), อัตราป้อน (Feed Rate), ความลึกในการกัด (Depth of Cut), การเลือกชนิดและมุมของดอกกัด รวมถึงความมั่นคงของเครื่องจักรและการหล่อเย็นที่เหมาะสม
- ประเภทการกัดและการเลือกดอก
- Face Milling: ใช้ Face Mill Cutter หรือ End Mills ขนาดใหญ่เพื่อปาดผิวกว้าง ได้ผิวเรียบดี
- Ball End Mills: สำหรับผิวโค้งหรือ 3D เนื่องจากปลายโค้งช่วยให้ผิวเรียบไม่มีรอยขั้นบันได
- เลือกดอกที่มี Helix Angle สูง (45-60 องศา) เพื่อคายเศษดีและลดการสั่น
- การตั้งค่าพารามิเตอร์
- ความเร็วและ Feed: คล้ายการเจาะ แต่เพิ่ม Feed เล็กน้อยสำหรับการกัดราบ เช่น 0.002-0.010 นิ้วต่อฟัน
- Depth of Cut: ตื้น (0.010-0.050 นิ้ว) สำหรับ Finishing Pass เพื่อให้ผิวละเอียด
- Width of Cut: ไม่เกิน 70% ของเส้นผ่านศูนย์กลางดอกเพื่อหลีกเลี่ยงการโก่ง
- เทคนิคการกัด
- Climb Milling (Down Milling): ดอกกัดหมุนตามทิศทางป้อนงาน เพื่อให้ได้ผิวเรียบกว่า Conventional Milling (Up Milling) เพราะลดการฉีกขาดวัสดุ
- High Speed Machining (HSM): ใช้ความเร็วสูงแต่ Depth ตื้น เพื่อลดเวลาและได้ผิวดี โดยเฉพาะกับ Ball End Mills
- ล้างเศษบ่อย: ใช้ Air Blast หรือ Coolant เพื่อป้องกันเศษติดดอก ทำให้ผิวหยาบ
- Finishing Strategy: ใช้ Contour Finishing หรือ Raster Finishing ในโปรแกรม CNC เพื่อให้ผิวสม่ำเสมอ
- ปัจจัยอื่น ๆ ที่ช่วยให้ผิวเรียบ
- เครื่องจักร: ใช้เครื่อง CNC ที่แข็งแรงเพื่อลดการสั่น
- วัสดุชิ้นงาน: สำหรับอลูมิเนียม ใช้ End Mills ที่ไม่เคลือบเพื่อป้องกันการติดเศษ
- การบำรุงรักษา: ลับคมดอกสม่ำเสมอและตรวจสอบ Runout (การแกว่ง) ไม่เกิน 0.0005 นิ้ว
เคล็ดลับและข้อผิดพลาดที่พบบ่อย
- เคล็ดลับ: ทดสอบกับชิ้นงานทดลองก่อนเสมอ เพื่อปรับ Speed/Feed ให้เหมาะ ใช้ซอฟต์แวร์อย่าง Mastercam เพื่อจำลองกระบวนการ
- ข้อผิดพลาด: การใช้ Feed สูงเกินไปทำให้เกิด Chatter (การสั่น) ส่งผลผิวหยาบ หรือไม่ใช้ Coolant ทำให้ดอกร้อนและสึกเร็ว
- สำหรับงานเหล็กแข็ง ใช้ End Mills คาร์ไบด์เพื่อความทนทาน
ตัวอย่างการคำนวณค่า RPM & feed ให้สำหรับขนาดเครื่องมือและวัสดุ
ตัวอย่างวัสดุและขนาดดอกยอดนิยมให้: อะลูมิเนียม, เหล็กทั่วไป, สแตนเลส, ไททาเนียม และขนาดดอก D = 6, 8, 10, 12 mm พร้อมการรันทั้งแบบ rough และ finish เพื่อให้เห็นช่วงค่าที่ใช้งานได้จริง
สูตรที่ใช้
- RPM (rev/min) จาก cutting speed SSS (m/min) และเส้นผ่านศูนย์กลาง DDD (mm)
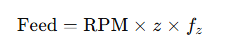
- Feed (mm/min)


สรุปเทคนิคการเจาะและกัดด้วย End Mills
การเจาะและกัดด้วย End Mills เพื่อให้ได้ผิวเรียบต้องอาศัยการเลือกเครื่องมือที่เหมาะสม การตั้งค่าพารามิเตอร์ที่ถูกต้อง และเทคนิคเฉพาะอย่าง Climb Milling หรือ Helical Interpolation หากปฏิบัติตามแนวทางนี้ คุณจะได้ชิ้นงานที่มีคุณภาพสูง ลดเวลาการผลิต และยืดอายุเครื่องมือ หากเป็นมือใหม่ แนะนำศึกษาจากวิดีโอ tutorial หรือปรึกษาผู้เชี่ยวชาญเพื่อฝึกฝน การฝึกฝนอย่างสม่ำเสมอจะทำให้คุณเชี่ยวชาญในเทคนิคเหล่านี้!
กำลังมองหา อุปกรณ์เครื่องมือช่างและอุตสาหกรรม คุณภาพสูง ไม่ว่าจะเป็นเครื่องมือตัดหรืออุปกรณ์เสริมต่าง ๆ เช่น ครีมเพชร ดอกเจาะกระจก ดอกเจียร์คาร์ไบด์ ตะไบ ตะไบเพชร ตะไบเหล็ก ล้อเพชร ลูกขัดกระดาษทราย ลูกขัดเพชร ลูกขัดสักหลาด ลูกยางเจียร หิน CBN หินขัด เครื่องเจียรตะไบ เพชรแต่งหิน เครื่องเจียรลม รวมถึงเอ็นมิลคาร์ไบด์ 2 ฟัน และ 4 ฟัน
ติดต่อเราได้ที่ โทร. 092-252-7567, 063-148-9962
หรือแอดไลน์ @kulsub เพื่อสอบถามข้อมูลและสั่งซื้อได้ตลอด 24 ชั่วโมง